

Das Verfahren Wälzschälen zur Herstellung von Verzahnungen ist durch den kontinuierlichen Ablauf bei der Bearbeitung hochproduktiv und als Alternative zum Räumen und Wälzstoßen in jüngster Zeit wieder in den Fokus der Anwender gerückt. Maschine und Werkzeug müssen zur Erzeugung höchster Qualität perfekt abgestimmt sein. Dem Unternehmen Emag ist es nun gelungen, das Verfahren auf eine Standard-Drehmaschine zu adaptieren. Für Innen- und Außenverzahnungen bedeutet das in der Vorserie und bei mittleren Losgrößen höhere Produktivität, Qualität und durch den universellen Einsatz der Maschine auch ein Mehr an Flexibilität.
Vereint man das Wälzfräsen und Stoßen durch ein kontinuierliches Abwälzen mit axialem Vorschub kann man sich daraus näherungsweise das Wälzschälen vorstellen. Das Verfahren ist in der Theorie zwar nicht neu, gilt aber nach wie vor als Hochleistungsverfahren, weil hohe Schnittgeschwindigkeit gefahren werden und sich wesentlich mehr Zähne pro Zeit im Eingriff befinden. Möglich wird das durch die schräge Anordnung der Achsen von Werkzeug und Werkstück. Während das Wälzfräsen auf Schneckengetrieben basiert, ist das Prinzip beim Wälzschälen ein Schraubenradgetriebe.
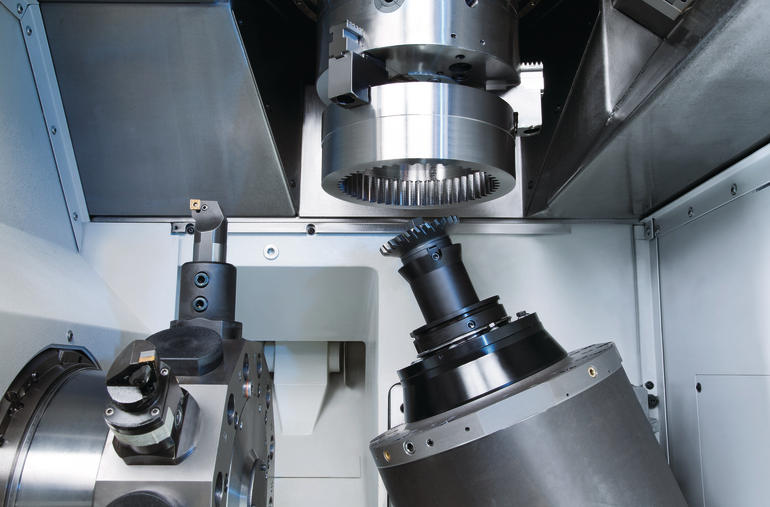
Ein Prinzip, von dem sich das Unternehmen Emag viel verspricht und sich deshalb seit zwei Jahren intensiv mit dem Verfahren beschäftigt. Ziel war es, das Wälzschälen auf eine Standard-Drehmaschine zu adaptieren, um mehr Zugänglichkeit und mehr Effizienz zu schaffen. Bereits die ersten Versuche waren dann so motivierend, dass sich die Verantwortlichen im weiteren Verlauf auf eine spezifische Auslegung der werkzeugseitigen Spindel sowie die Bauteilspannung konzentrierten. Wie sich zeigte, war die Bauteilspannung ein wesentlicher Aspekt für die Verzahnungsqualität. Bei allen erzielten Fortschritten innerhalb der Versuchsreihen war den Zerspanungsspezialisten aber besonders wichtig, dass man auf Standards aufbaut. So wurde für die Bauteilspannung auch ein modifiziertes Standard-Kraftspannfutter eingesetzt, bei der Maschine auf die vertikale Drehmaschine Emag VLC 250 zurückgegriffen. Eine Maschine, die im Ursprung schon speziell für den Einsatz von unterschiedlichen Fertigungstechnologien ausgelegt ist und so neben dem Verzahnungsprozess bis Modul 4 auch als universelles vollwertiges Dreh-Fräszentrum genutzt werden kann. Dazu Philipp Ruckwied, Leiter Technologie definierte Schneide bei Emag: „Die Universalität der Maschinen oder auch die Produktivität des Wälzschälens sind erfreulich. Bei unseren Versuchen stand allerdings der Prozess im Vordergrund. So treten beispielsweise hohe Kräfte auf, die man beherrschen muss. Anderseits sind wir auch bei der reproduzierbaren Qualität beziehungsweise der Qualitätssicherung in der Bringschuld.“ Zusammengefasst wurde in Salach auf Basis einer Standardmaschine eine wettbewerbsfähige Lösung zur Integration des Wälzschälens entwickelt.
Die Summe der Benefits kann man nicht ignorieren
Die klassischen Emag-Kunden sind vorrangig in der Mittel- und Großserienfertigung zu finden. Das Wälzschälen bietet sich bislang allerdings als Verfahren im Bereich Stückzahl ab 1 bis zu mittleren Losgrößen an. Trotz dieser Diskrepanz sieht man in Salach in der neu entdeckten Technologie genügend Potenziale. Dazu zählen beispielsweise alle Innenverzahnungen, die bisher über das Räumen oder Wälzstoßen hergestellt werden. Gegenüber dem Wälzstoßen kann das Wälzschälen mit dem Faktor 2 bis 3 in Sachen Produktivität und bei den Werkzeugstandzeiten punkten. Beim Räumverfahren mit kostenintensiven Werkzeugen dagegen gerät man hinsichtlich der Werkzeugstandzeiten bei hohen Stückzahlen noch ins Hintertreffen.
Deshalb sind konkret Hersteller von Getrieben mit entsprechenden Stückzahlen an der Technologie interessiert, die Automobilindustrie verfolgt allerdings noch abwartend die Fortschritte. Eine Situation, die sich nach Meinung von Ruckwied aber schon bald ändern wird: „Wir sehen in der Werkzeugtechnologie erfolgreiche Entwicklungsschritte. Das heißt, die Werkzeughersteller sind seit geraumer Zeit dabei, neue Substrat- und Beschichtungskombinationen für die Schälräder zu entwickeln.“
Ein weiterer Vorteil des Wälzschälens ist, dass sowohl die Schrupp- wie die Schlichtbearbeitung in einer Aufspannung erfolgen kann. Zusammen mit der Drehbearbeitung in derselben Aufspannung lassen sich Umspannfehler vermeiden, Rundlauffehler also weitestgehend eliminieren.
In der Summe bietet das Verfahren adaptiert auf Standardmaschinen also Benefits, die nicht zu ignorieren sind. Wohl auch deshalb hat Emag mittlerweile zahlreiche Kundenversuche erfolgreich abgeschlossen, verfügt über die Vorserienfreigabe und ist mit einigen Maschinen bereits in der Angebots-phase. Setzt man voraus, dass die Werkzeughersteller bei den Substraten künftig die angestrebten Dimensionen erreichen, scheint das Verfahren schon bald auch für die Großserie interessant. Und was die Abmessungen angeht: Emag kann bisher Werkstücke von Durchmesser 70 bis 250 mm bearbeiten.
Emag Holding GmbH www.emag.com
Technische Daten:
VLC 250 Standard
Futter-Ø max.: 250 / 315 mm
Umlauf-Ø : 350 mm
Werkstück-Ø (nominal): 250 mm
Verfahrweg X 1: 600 mm
Verfahrweg Y (optional): ± 100 mm
Verfahrweg Z : 300 mm
VLC 250 Ausstattung für Technologie Wälzschälen
Spindelgröße 8 mit Hydrostatik
Konsole Frässpindel verstellbar bis 25°
Werkzeugaufnahme (Frässpindel) HSK 100 A
Faktenblatt


Kombibearbeitung Drehen – Wälzschälen: Vorteile
Höhere Qualität durch Vorbearbeitung des Kopfkreis-Ø und anschließendes Verzahnen in einer Aufspannung
5 x schnellere Bearbeitung als konventionell auf zwei Maschinen Drehen + Wälzstoßen
Keine Teilelogistik zwischen den Operationen
keine zusätzliche Beladungszeit
Wälzschälen Prinzip
Einfluss auf die Schnittgeschwindigkeit Vc:
- 1. Drehzahl Werkstück
- 2. Verhältnis D Werkstück / D Werkzeug
- 3. Achskreuzwinkel o,
übliche Werte liegen zwischen 15 und 25°
Bearbeitungsaufgabe Schrägverzahnung Drehen und Verzahnen
Unsere Webinar-Empfehlung

Warum braucht es den digitalen Zwilling einer CNC Maschine in der Produktion? Was ist der digitale Zwilling einer CNC Maschine und wie entsteht er?
Teilen:




















{kind=link}