


Mit der Kombination eines Komet Komtronic U-Achssystems und Xstep-Honwerkzeugen von Diahon können Bearbeitungszentren (BAZ) zum weggesteuerten Honen eingesetzt werden. Daraus ergeben sich enorme wirtschaftliche und qualitative Vorteile. So können kleinere und mittlere Serien in einer Aufspannung auf dem Bearbeitungszentrum vorbearbeitet und gehont werden. Genauigkeits- und Zeitverluste durch Umspannen werden vermieden. Durch die prozessbedingten geringen Honaufmaße verkürzen sich zudem die Durchlaufzeiten.
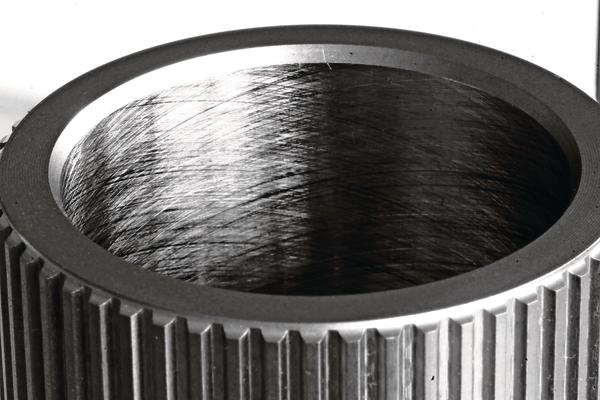
Honen ist ein Feinbearbeitungsprozess für die hochgenaue Bearbeitung von zylindrischen Bohrungen, die in engen Grenzen definierte, geometrische und topologische Eigenschaften erfüllen müssen.
Das Honwerkzeug als Ganzes ist weitgehend bohrungsfüllend. Seine Schneiden werden während der Dreh- und Vorschubbewegung über einen internen Zustellkonus an die Bohrungswand gepresst. Für den dafür notwendigen Zustellvorgang unterscheidet man zwei Prinzipien: Bei der hydraulischen Aufweitung, auch als feder- oder kraftgesteuert bezeichnet, wird ein Zustellkolben im Werkzeug durch Hydraulik beaufschlagt (Coolex-System). Der Kolben drückt über den Konus die Leisten radial an die Bohrung. Das zweite Prinzip ist das schrittmechanisch gesteuerte (weggesteuerte) Xstep-System. Über einen Motor wird eine Zug-/Druck-Stange bewegt, die wiederum mittels Konus die Leistenposition verändert. Der Unterschied zwischen beiden Prinzipien liegt also im Wesentlichen im Antrieb, nicht im Werkzeug.
Spezialist für die Hontechnik
Ein Spezialist für die Hontechnik ist die vor 25 Jahren gegründete Firma Diahon Werkzeuge GmbH & Co. KG. Sie entwickelt und produziert Honwerkzeuge, metallgebundene CBN- und Diamant-Honleisten, Honvorrichtungen und Zubehör für den Honprozess. Bernd Sihling, stellvertretender Diahon-Geschäftsführer, erklärt: „Zu unseren Kunden gehören die klassischen Honanwender aus der Automobil- und Hydraulikindustrie sowie aus der Luft- und Raumfahrtindustrie. In der Regel sind dies größere Unternehmen, die spezielle Honmaschinen einsetzen. Doch seit ein paar Jahren mehren sich die Nachfragen bezüglich flexiblerer Lösungen, die zum Beispiel auf einem Bearbeitungszentrum einsetzbar sind.“
Auf einer normalen Werkzeugmaschine ließ sich das Honen bislang nur eingeschränkt realisieren. Was beim Coolex-System fehlte, war die exakt gesteuerte Zustellung der Honwerkzeuge und die Möglichkeit der automatischen Verschleißkompensation der Honleisten. Doch bezüglich der Zustellung der Werkzeuge gibt es mittlerweile mit der Komtronic U-Achse von der Komet Group, Besigheim, ein ausgereiftes System am Markt. Sihling sieht in flexiblen Honlösungen auf Bearbeitungszentren „den Trend der Zukunft. Die Komet Group bietet mit ihrer Komtronic U-Achse ein Standardsystem, das ideal zu unseren Xstep-Honwerkzeugen passt. Das engagierte, sehr dynamische Entwicklerteam von Komet hat innerhalb kürzester Zeit das bestehende U-Achs-System an die Anforderungen an den Honprozess umgesetzt und sich für uns damit als Kooperationspartner empfohlen. Nun können wir zusammen mit Komet das schrittmechanisch gesteuerte Honen in einem Bearbeitungszentrum realisieren und müssen keinerlei Prozess- oder Qualitäts-Nachteile gegenüber einer separaten Honmaschine in Kauf nehmen.“
Honen auf dem BAZ sorgt für Flexibilität und senkt die Kosten
Im Gegenteil: Die neue, von der Komet Group und Diahon präsentierte Lösung weist viele Vorteile auf. Der wichtigste Pluspunkt ist der, dass das ehemals teure Verfahren wesentlich günstiger wird. Zum einen entfällt die Anschaffung einer separaten Maschine, die nicht unerheblichen Stellraum benötigt und bei vielen Anwendern nur teilweise ausgelastet wird. Sihling konkretisiert: „Bisher musste die zur Verfügung stehende Honkapazität schon bei der Projektierung eines neuen Bauteils festgelegt werden. Das heißt, wenn in einer Serienfertigung 800 Zylinder-Kurbel-Gehäuse pro Tag gehont werden sollen, muss die Hon-Anlage dafür ausgelegt sein. Während der Anlaufphase werden jedoch nur kleinere Stückzahlen bearbeitet, womit die Anlage zunächst bei weitem nicht ausgelastet ist. Findet der Honvorgang zukünftig auf Bearbeitungszentren statt, ist das Skalieren der Kapazität deutlich einfacher und die Anpassung an Produktionsschwankungen nahezu beliebig möglich.“ Aber auch die Fertigung an sich ist günstiger, denn es entfällt das Umrüsten auf die Spezialmaschine. Das Verfahren wird – z. B. bei verketteten Bearbeitungszentren mit Palettensystem – sogar hochgradig automatisierbar.
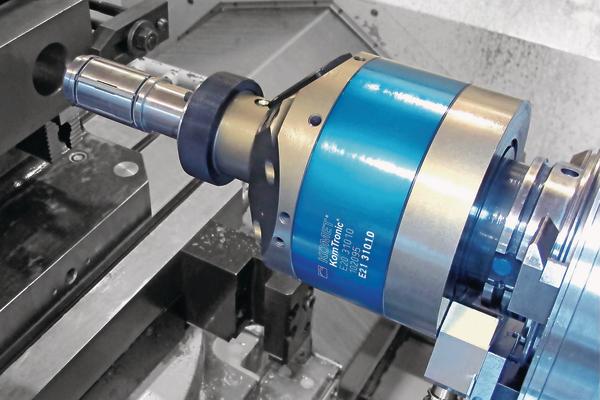
Wesentliche Stärken der Komet/Diahon-Lösung liegen im System begründet. Der Aufbau ist folgender: Das BAZ ist mit einem Komet Komtronic U-Achssystem ausgerüstet, das eine zusätzliche, von einem Schrittmotor angetriebene, CNC-gesteuerte Achse enthält. Kernstück dieses Systems ist die Umwandlung der rotatorischen Bewegung in den translatorischen Antrieb der Zug-/Druck-Stange des Honwerkzeugs. Als nachfolgende Schnittstelle zum Xstep-Honwerkzeug fungiert der Dihart DAH-Ausgleichshalter, der eine exakte, im Bereich von Tausendstel Millimeter liegende Einstellung von Axial- und Winkellage ermöglicht und der vor allem einen schnellen, unkomplizierten Wechsel der Xstep-Honwerkzeuge erlaubt.
Das Honen auf einem BAZ ermöglicht zudem eine endkonturnahe Vorbearbeitung, beispielsweise durch Ausspindeln der Bohrung. Dafür eignen sich manuell einstellbare Feinspindelwerkzeuge aus dem Komet -Programm wie zum Beispiel Microkom M040 oder Microkom Bluflex. Soll die Werkzeugeinstellung automatisch erfolgen, kann eine Komtronic U-Achse eingesetzt werden.
Vor- und Endbearbeitung auf einer Maschine
Bei vorangegangenem Ausspindeln ist anschließend nur ein kleines Honaufmaß erforderlich, was wiederum zu äußerst kurzen Bearbeitungszeiten und zu hohen Standzeiten der Xstep-Honwerkzeuge führt. Außerdem ermöglicht die U-Achse weitere Bearbeitungen wie das Anfasen, Ausdrehen, Hinterdrehen (Freistiche für das Honen) und NC-gesteuerte Dreh-Konturen. Zusammen mit dem anschließenden Honen können Werkstücke zeit- und kostensparend mit hoher Präzision komplett bearbeitet werden.
Grundsätzlich weist das schrittmechanische Prinzip gegenüber dem hydraulischen gewisse Vorteile auf. Während beim hydraulisch gesteuerten Aufweiten die Honleisten sofort am engsten Hüllkreis anliegen, lässt sich mit der Schrittmechanik die Leistenposition vorgeben. Das heißt, es ist durchaus möglich, sich langsam der Innenkontur zu nähern. So wird auch bei welligen Konturen erst eine Zylindrizität erzeugt, wodurch der Anwender die gewünschte Bohrungsgeometrie schnell und sicher erreicht.
Mit dem Komtronic U-Achssystem besteht nun die Möglichkeit zum Honen in einer geschlossenen Prozesskette analog der Prozesssteuerung in klassischen Honmaschinen. Dazu bedarf es einer Post-Prozess-Messeinrichtung mit einer Schnittstelle zu Auswertesystemen und der Rückkopplung in die Steuerung der Bearbeitungsmaschine. Über Positionskorrekturen der Zug-/Druck-Stange lässt sich dann automatisch der Fertigdurchmesser der Bohrung sicherstellen und gleichzeitig der Verschleiß an den Honleisten kompensieren.
Kein Problem mit Emulsion und Filtrierung
„In der Regel findet eine Innenkühlung durch die U-Achse in das Honwerkzeug statt, die für effiziente Spanabfuhr, gute Prozesskühlung sorgt und gleichzeitig das Honwerkzeug frei von Honspänen und sonstiger Verschmutzung hält“, erklärt Sihling. Auf Basis seiner Erfahrung argumentiert er weiter: „Dabei ist der Einsatz von Emulsion dem Honen durchaus zuträglich. Mit unseren modernen Schneidstoffen in Form von metallgebundenen Diamant- beziehungsweise CBN-Honleisten lassen sich sogar eine größere Maßhaltigkeit und ein besseres Zeitspanvolumen erreichen. Mit keramischen Honsteinen ist das nicht möglich, zudem ist für deren Einsatz zwingend Honöl erforderlich.“ Zum Thema Filtrierung verweist der Hon-Experte auf die geforderte Oberflächengüte: „In der Regel genügen Standardfiltervliese für eine Partikelgröße ab 30 Mikrometer. Für besonders hohe Oberflächenanforderungen muss man gegebenenfalls Feinstfilter installieren, die aber als Standard auf dem Markt verfügbar sind.“
Schließlich weist Sihling noch auf die Vielfalt der vefügbaren Xstep-Honwerkzeuge hin. Je nach Anforderung und Bohrungsgeometrie können sie als Sackloch- oder Durchgangswerkzeuge, doppelt aufweitende Werkzeuge sowie Aufsatzwerkzeuge mit Anschlussstange eingesetzt werden. Durch die Spezifikation der Honleisten wird der Honprozess an die Vorgaben bezüglich Rauheit, Taktzeit oder Zylinderform angepasst.
Im Übrigen verspricht die Kombination eines Komet Komtronic U-Achssystems mit Xstep Honwerkzeugen von Diahon nicht nur auf dem BAZ Vorteile. Auch auf Rundtakt- und Sondermaschinen ist ein solches, geringfügig modifiziertes Honsystem möglich.
Unsere Webinar-Empfehlung

Einen Vorgeschmack auf die EMO liefert der Webcast "Innovative Zerspanungslösungen". Ausgewählte Branchenspezialisten wie Schwäbische Werkzeugmaschinen (SW) und DVS Technology Group zeigen, welche Innovationen entlang der Prozesskette spanender Fertigung sie auf der EMO präsentieren…
Teilen:




















{kind=link}