




Für die Herstellung der Radlader setzt Liebherr in Bischofshofen auf moderne, flexible Fließfertigung mit einem hohen Automatisierungsgrad. Ein neues Bearbeitungszentrum von SHW Werkzeugmaschinen mit überragender Ausstattung unterstützt diese Philosophie mit der Parallelbearbeitung von großen Werkstücken. Durch zweifache orthogonale Kopfarbeit können die Grundbauteile der leistungsfähigen Radladermodelle nun deutlich schneller gefertigt werden.
Bei der Anfahrt über die große Brücke zum 220 000 m2 großen Werksgelände kann man sie schon sehen. Da stehen die Männerträume: Radlader in allen Größen, von fünf bis rund 34 Tonnen. Mit Schaufeln, die mit einem Mal bis zu 14 m3 aufladen können. Und rechts ist gleich der Einfahrplatz mit riesigen Sand-, Stein- und Erdhaufen, wo Kunden die Erdbeweger testen können, und wo die vergleichenden Normtests stattfinden. Wer möchte da nicht gleich ans Steuer und loslegen. Ein andermal vielleicht. Denn heute geht es um die Fertigung der Radlader, genauer, um die Stahlbearbeitung von Vorder- und Hinterwagen. Seit der Inbetriebnahme der neuen SHW Power Speed 6 in Doppelständerbauweise im April 2013 wurde die Produktivität in diesem Bereich um bis zu 40 % gesteigert. Das wollen wir uns genauer ansehen.
Fließfertigung mit Flexibilität für große Produktvielfalt
In dem 1960 gegründeten Liebherr-Werk werden seit 1985 Radlader gebaut, zunächst noch gemeinsam mit Kränen, seit 1996 entstehen hier ausschließlich die flexiblen so genannten Erdbeweger mit der charakteristischen Knicklenkung und Lenkachse hinten sowie mit Pendelknickgelenk und Pendelachse. 1000 Menschen arbeiten in dem österreichischen Werk, in dem 3500 bis 4500 Fahrzeuge pro Jahr gebaut werden können. Spezialität bei Liebherr ist die Vielfalt der knapp 20 verschiedenen Radladermodelle, die ganz nach Kundenwunsch und Einsatzzweck gefertigt werden, „im Prinzip genauso wie Sie heute einen Pkw oder ein Nutzfahrzeug mit ganz individueller Zusatzausstattung bestellen“, betont Georg Ganitzer, der den Produktionsbereich leitet. Die besondere Liebherr-Kompetenz der hergestellten Produkte liegt in der mechanischen Fertigung mit Roboterschweißen, Lackieren, Montieren, Prüfen und eben der Blechbearbeitung. Das neue Bearbeitungszentrum ist Teil der ständigen Optimierung und Flexibilisierung der Fertigungslinien.
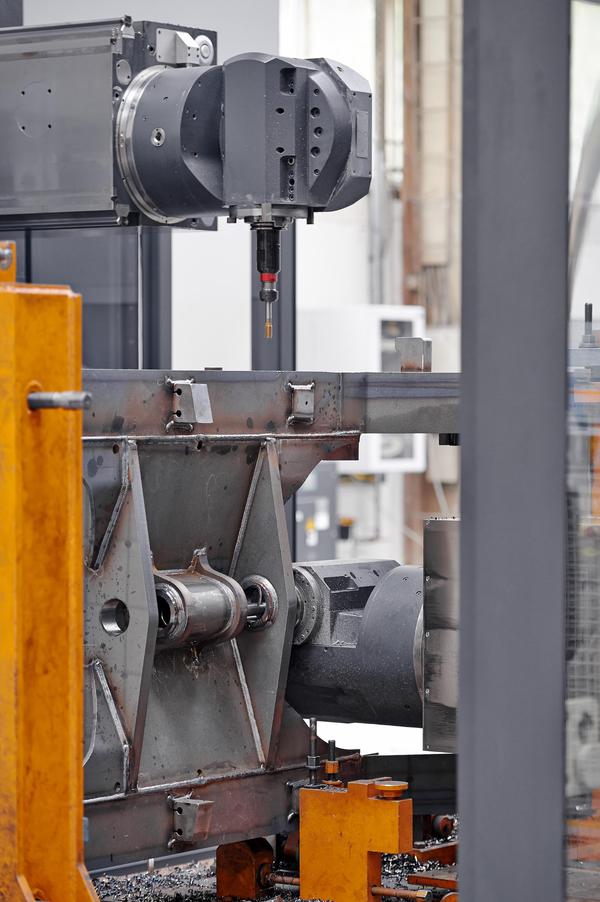
Für die Fertigung der Vorder- und Hinterwagen setzt Liebherr auf eine flexible Fließfertigung in Linie durchgängig mit Nullpunktspannsystemen und hohem Automatisierungsgrad für möglichst kurze Fertigungszeiten. Dafür haben sich die Österreicher eine neue Fahrständermaschine SHW Power Speed 6 mit Doppelständer ausrüsten lassen. „Genaugenommen sind es zwei Maschinen, die miteinander kommunizieren“, präzisiert Danny Basic, Marketingleiter von SHW WM. So werden die geschweißten und vorgefertigten Teile in einer Aufspannung parallel bearbeitet. „Durch gleichzeitiges Fräsen, Bohren oder Ausspindeln der bis zu 120 Millimeter dicken Bleche beider Seiten genügt jetzt eine Maschine, wofür früher zwei nötig waren“, erzählt Raimund Promegger, Meister der mechanischen Fertigung bei Liebherr. Mit einer Fahrgeschwindigkeit von 30 000 mm/min. kommen die Doppelständer auf ihrem 12 000 mm langen Verfahrweg schnell an jede Stelle der bis zu 4500 mm langen Werkstücke. Senkrecht fährt der Spindelstock in Y-Richtung bis auf 3100 mm in die Höhe und waagrecht in Z-Richtung bis auf 1500 mm. Kernstück der SHW Maschinen ist seit nunmehr 50 Jahren der kompakte und kraftvolle Universalfräskopf in orthogonaler Bauart. Mit dem gelenkigen Fräskopf können rechnerisch mehr als 216 000 Positionen des Werkstücks schnell und positionsgenau angefahren werden, resultierend aus 180° Schwenkbereich der A-Achse und 360° der stufenlosen C-Achse, wie sie bei Ausführungen mit Kopfwechselsystem zum Einsatz kommt. Der kompakte Kopf schwenkt vollautomatisch in jede gewünschte Position. „Das schafft genau die Flexibilität, die wir brauchen“, bestätigt Ganitzer.
Parallelbearbeitung spart rund eine Stunde ein
Auf dem CNC-Rundtisch mit 2000 mm Durchmesser können Werkstücke mit einem Gewicht bis zu 30 Tonnen platziert werden. So viel wiegen die momentan zu bearbeitenden Rohbauteile der Vorder- und Hinterwagen zwar nicht, aber auch Potenzial für zukünftig mögliche Teile gehört zum Flexibilitätskonzept von Liebherr Bischofshofen. Ferner gibt es eine Aufspannplatte mit den Maßen 8000 x 2000 mm. Die beiden Radladerhälften sind jeweils auf eigens angefertigten Werkstückträgern mit Nullpunktspannsystemen gelagert, wenn sie vom Rüstplatz in die Bearbeitungsposition gefahren werden. Jedem der beiden Maschinenständer in Stahl-Schweiß-Konstruktion mit Wälz-Kompaktführungen, die durch flüssigkeitsgekühlte Vorschubmotoren schnell beschleunigt und verfahren werden, ist ein Werkzeugwechsler mit bis zu 150 Werkzeugen zugeordnet. Ebenso verfügt jeder Ständer über das vollautomatische Kopfwechselsystem (KWS), das je nach Fertigungsprozess den Universal- oder den exzentrischen Horizontalfräskopf einwechselt.
Derart üppig ausgestattet machen sich die beiden Köpfe an die Arbeit. Es werden Endkonturen gefräst und vorbereitete Öffnungen auf Maß H7 gebohrt. Reiben und Gewindeschneiden schließen sich an. Am Vorderwagen gilt es beispielsweise, Anlenkungen für Zylinder, Lenklager und Hubgerüste zu bearbeiten. Am Hinterwagen sind es Halterungen für Aggregate wie Motorenlager, Hydraulik, Kühlung und Getriebe. Durch die Parallelbearbeitung beider Seiten eines jeden Wagenteils sind die notwendigen Arbeiten auf der einen Maschine mit nur einer Aufspannung nach etwa eineinhalb Stunden erledigt. Ganitzer ist zufrieden mit der gestiegenen Produktivität: „Früher waren es knapp zweieinhalb Stunden, und dabei war die Bearbeitung der Bauteile auf zwei Maschinen aufgeteilt.“
Möglich wird dies unter anderem durch das von SHW Werkzeugmaschinen entwickelte und patentierte System Dynamic Drive, mit dem sich längere Fahrwege mit großer Auskragung des Fräskopfs in hoher Geschwindigkeit zurücklegen lassen, ohne dass Stabilität und Präzision leiden. Die clevere Lösung sorgt dafür, dass die Bearbeitungsachse beim Verfahren des Spindelstocks stets planparallel zum Bearbeitungstisch und damit zur Bearbeitungsfläche des Werkstücks bleibt. „Dynamic Drive kompensiert in Echtzeit mögliche schwerkraftbedingte Ausweichtendenzen des Spindelstocks nach unten ebenso wie ein Ausweichen des Fräskopfs nach oben durch den Widerstand des zu bearbeitenden Werkstücks“, versichert Martin Rathgeb, technischer Leiter der SHW WM. So werden auch verschiedene Gewichtsverhältnisse durch unterschiedlich schwere Fräsköpfe ausgeglichen. Der Kniff dabei ist die Teilung des Spindelstockschlittens in zwei Teile, diese sind über ein Radiallager miteinander verbunden sowie auf einem Ölfilm hydropneumatisch gelagert, was deren Drehung ermöglicht.
Leistungskraft der Software ausschöpfen
Die leistungsstarke Steuerung Siemens 840D SL kommt den Experten in Bischofshofen entgegen, „denn wir holen gern alles aus der Steuerung raus, was möglich ist und was den Prozess optimiert“, so Ganitzer abschließend. Damit die Männerträume künftig nach noch schnellerer Produktionszeit auf dem „großen Sandkasten“ bei den Werkshallen eingefahren werden können.
SHW Werkzeugmaschinen GmbH www.shw-wm.de
Liebherr-Werk Bischofshofen GmbH www.liebherr.com
Unsere Webinar-Empfehlung

Einen Vorgeschmack auf die EMO liefert der Webcast "Innovative Zerspanungslösungen". Ausgewählte Branchenspezialisten wie Schwäbische Werkzeugmaschinen (SW) und DVS Technology Group zeigen, welche Innovationen entlang der Prozesskette spanender Fertigung sie auf der EMO präsentieren…
Teilen:



















{kind=link}