
Diamantschneidstoffe, ob Naturdiamant, monokristalliner Diamant, MCC, CVD-Dickschicht-Diamant oder polykristalliner Diamant PKD, sind die härtesten Schneidstoffe, die in der Zerspanungstechnik Anwendung finden. Ihre Härte nach Knoop beträgt ein Mehrfaches bis Vielfaches dessen, was CBN, Schneidkeramik, Hartmetall und HSS zu bieten haben. Der am häufigsten verwendete Diamantschneidstoff ist polykristalliner Diamant, kurz PKD.
▶
PKD, ein Verbundschneidstoff aus Diamantpartikeln in zufälliger Orientierung und einem Bindersystem aus Kobalt, Nickel oder Titan als Metallmatrix mit einem Diamantgehalt von zirka 90 Prozent ist durch die metallische Binderfase elektrisch leitend. Die Schneidkantengüte ist allerdings im Verhältnis zu den anderen Diamantschneidstoffen physikalisch auf minimal 3 µm begrenzt.
Bearbeitet werden die Schneidkanten durch Erodieren, Schleifen oder mittels Laser. Gute geometrische Bearbeitbarkeit der Schneidkanten und die hohe Verschleißfestigkeit und Zähigkeit machen ihn zum meistverwendeten Diamantschneidstoff. Die Korngröße der Diamantpartikel reicht in Abstufungen von 0,5-1 bis 30 µm. Während die Verschleißfestigkeit mit zunehmender Korngröße ansteigt, nimmt die Zähigkeit, basierend auf der Metallmatrix, etwas ab. Man unterscheidet Mischkorn-PKD und Einkorn-PKD, je nach Mischungsverhältnis der Partikelgrößen.
Qualitätsmerkmale von PKD-Schneiden
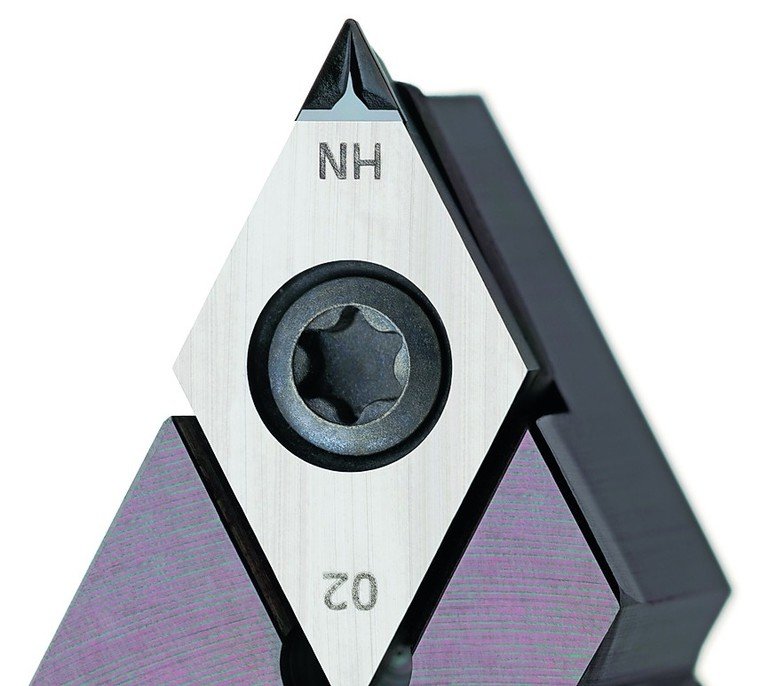
Als Qualitätsmerkmale bei der Differenzierung der PKD-Substrate dienen: die Qualität der verwendeten Körner, der Volumenanteil aus Diamant und Binder, die kovalente Bindung der Diamantkörner, die gleichmäßige Verteilung innerhalb der Matrix, sowie gleichbleibende Qualität über mehrere Chargen hinweg. Aber nicht nur diese Kriterien entscheiden über die Schneidenqualität im jeweiligen speziellen Anwendungsfall. Aktive Spangeometrien, hoch positive Spanwinkel, negativ gefaste Schneiden, sowie µ-genau definierte Schneidkantenpräparation sind weitere Parameter für Leistungssteigerung und Prozesssicherheit.
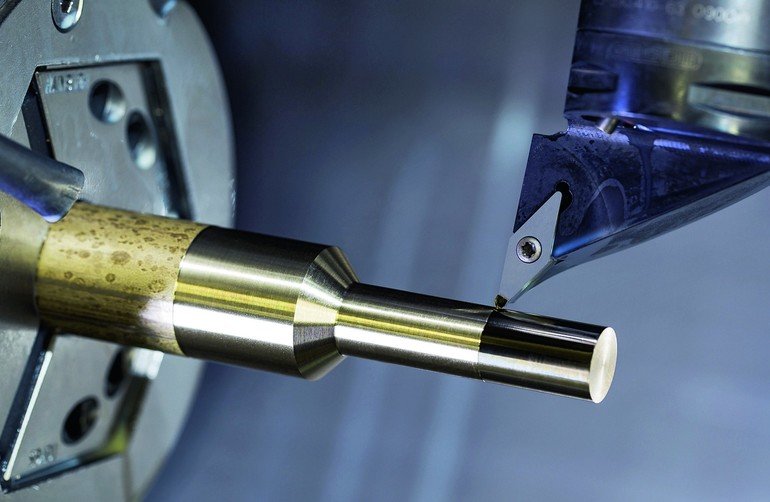
Die effiziente Bearbeitung von NE-Metallen ist die Stärke aller Diamantschneidstoffe. Eines der volumenmäßig wichtigen Einsatzfelder ist die Bearbeitung von Automobilfelgen aus Aluminiumgusslegierungen. Hier zeigen PKD-bestückte Schneiden bei der Bearbeitung von zum Beispiel AlMgSi6 eine 20-fach höhere Standzeit als Hartmetallschneiden bei signifikant höheren Schnittwerten.
Vorteile von PKD-Schneiden
Diamantschneidstoffe wie PKD bieten einen hohen Widerstand gegen Abrasion und Schneidenverschleiß durch hohen Siliziumgehalt, zum Beispiel bei AlSi12Cu1 oder bei Wolframkupfer. Dieser geringe Verschleiß erhält lange die geometrische Präzision und sorgt für hohe Standmengen. Ein weiteres Problem bei der Bearbeitung von NE-Metallen, die Duktilität vieler dieser Werkstoffe, führt zu Spanproblemen und beeinträchtigt die Prozesssicherheit. Die scharfen PKD-Schneiden mit geringer Kantenverrundung zeigen eine schnittige Spanbildung ohne zu drücken und zu reiben und erhöhen somit die Prozesssicherheit und Oberflächenqualität bei geringem Wärmeeintrag. Da Diamantschneidstoffe nur sehr geringe Neigung zu Adhäsion und Aufbauschneidenbildung zeigen, erzeugen sie auch durch diese Eigenschaft hohe Oberflächenqualitäten sowie niedrige Ra und Rz Werte.
CVD-D, der zweite polykristalline Schneidstoff
Ein weiterer polykristalliner Diamant Schneidstoff ist der CVD-Dickschicht-Diamant. Er wird aus der Gasphase auf einem Träger in Schichten zwischen 0,2 und 2 mm mit einem Diamantgehalt von mindestens 99,5 Prozent abgeschieden. Durch sein stäbchenförmiges Korngefüge zählt er ebenfalls zu den polykristallinen Diamantschneidstoffen. Seine fast reine Diamantstruktur ohne Binder macht ihn elektrisch nicht leitfähig. Die Bearbeitung der Schneidengeometrie und von Spanformgeometrien erfolgt fast ausschließlich mit präziser Lasertechnologie. Minimale Schneidkantenverrundungen von 2 µm sind möglich. Damit besitzt der CVD-D-Diamant die zweitgrößte Schneidenschärfe aller Diamantschneidstoffe nach monokristallinem Diamant.
Vorteile von CVD-D gegenüber PKD
Die Vorteile von CVD-D bestückten Werkzeugen im Vergleich zu PKD stellen sich wie folgt dar: CVD-D-Diamant besitzt durch die Ausrichtung des stäbchenförmigen Korngefüges eine maximale Wirkhärte. Die Richtung der größten Härte der Diamantkristalle zeigt immer in die Richtung des größten Schnittdruckes an der Schneide. Das minimiert den Verschleiß und ermöglicht Leistungssteigerungen durch Erhöhung der Schnittgeschwindigkeit.
Bei der Bearbeitung von Keramik-Grünlingen mit Fräs- und Drehwerkzeugen aus dem CVD-D-Standardprogramm erzielten die CVD-D-Schneiden einen Standzeitvorteil mit Faktor 2-3 zu PKD-Schneiden (mit Korngröße 25 µm). Mittels Laser erzeugte spezielle Spanformgeometrien sorgen für optimale Spankontrolle zum Beispiel bei Aluminium-Knetlegierungen. Die sehr geringe Neigung zu Aufbauschneidenbildung, geringe Adhäsion und geringer Reibwert erzeugen gute Oberflächenqualitäten. Gegebenenfalls erübrigt sich sogar der Einsatz von Kühlschmiermitteln – nicht zuletzt auch wegen der hohen Wärmeleitfähigkeit von CVD-D. In den Kriterien Härte nach Knoop (8500-9500 gegenüber 4500-6500), Diamantgehalt (min. 99,5 gegenüber 85-92 Prozent), Wärmeleitfähigkeit bei 20 °C (500-2200 gegenüber 560 W/mK), bei 200 °C (500-1100 gegenüber 200 W/mK), Reibungskoeffizient bei AlSi-Leg. (0,08 gegenüber 0,2 µ) zeigt sich CVD-D-Diamant gegenüber PKD weit überlegen. Auch ist der Schneidstoff durch fehlende Binderstoffe chemisch inert, anders als PKD.
Zwei Schneidstoffe, die sich ergänzen
Jeder der beiden polykristallinen Diamantschneidstoffe hat seine besonderen Stärken. PKD entwickelt die seinen bei sehr hohen Schnittkräften, extremen Schnittunterbrechungen und bei Schruppoperationen, vor allem wenn Gusshäute eine Rolle spielen. Der CVD-D-Diamant hat seine Stärken bei hoch abrasiven Werkstoffen, in der Finishbearbeitung, bei starker Neigung zu Aufbauschneidenbildung und wenn gegenüber PKD weitere Leistungssteigerungen gefordert sind. Diese Beispiele zeigen: CVD-D-Diamant ersetzt nicht PKD – das Potenzial liegt in der optimierenden Ergänzung der beiden Schneidstoffe. Jeder Schneidstoff – sogar Diamant – verschleißt im Einsatz. Die Frage ist, wie lange er sich der Beanspruchung widersetzen kann.
Hartmetall-WerkzeugfabrikPaul Horn GmbH
Der Autor
Aribert Schroth, Produktverantwortlicher, Paul Horn GmbH.
Mehr zum Thema Feinstbearbeitung
Teilen:



















{kind=link}