

Aufbauend auf ein konkretes Investitionsprojekt, haben Schaeffler und Deckel Maho Pfronten mit weiteren Partnern ein Maschinenkonzept „Werkzeugmaschine 4.0“ entwickelt. Vom Sensor bis in die Cloud vernetzt es bestehende Technik mit neuen digitalisierten Komponenten und stellt damit einen konkreten Schritt in Richtung digitalisierte Produktion dar.
Konkret wurden im Rahmen des Projekts zwei Werkzeugmaschinen-Prototypen auf der Basis der DMC 80 FD Duoblock 4. Generation von DMG Mori aufgebaut. Einer davon kommt in der Serienproduktion des Schaeffler-Werks Höchstadt im Segment Genauigkeitslager zum Einsatz. Der zweite Prototyp wurde auf dem Stand von DMG Mori auf der EMO in Mailand präsentiert.
In der Werkzeugmaschine sind die Lagerungen die entscheidenden Komponenten für die Maschinenperformance, da sie nicht nur für die Funktionsfähigkeit der Maschine, sondern auch für die Qualität des Werkstücks maßgeblich sind. Daten, die auf den aktuellen Zustand, aber auch auf zukünftiges Verhalten der Komponente rückschließen lassen, bilden eine wichtige Grundlage für den Maschinenbetreiber. Hierzu können bereits existierende Sensoren verwendet oder entsprechende Nachrüstungen vorgenommen werden. Teilweise kann es von Vorteil bzw. nur sinnvoll sein, wenn die Sensorik direkt in die Komponenten integriert ist, da einige Kenngrößen nur hier sicher erfassbar sind.
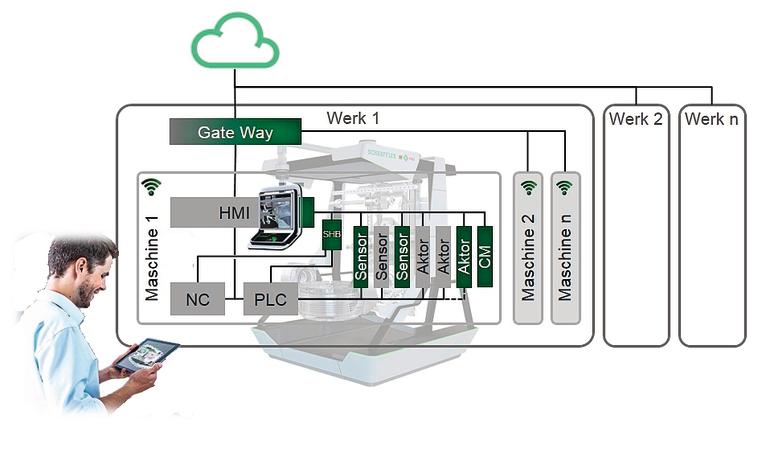
In den Prototypen des Innovationsprojekts sind in nahezu allen für den Bearbeitungsprozess relevanten Lagerstellen zusätzliche Sensoren zur Messung von Schwingungen, Kräften, Temperaturen und Drücken integriert, um optimale Informationen über den Maschinenzustand zu erhalten. Eine Maschine für die Produktion „4.0-fähig“ zu machen, bedeutet, die aufgenommenen Daten auszuwerten, zu speichern und Maßnahmen aus ihnen ableiten zu können. Damit die Daten allen zugänglich sind, ist ein maschineninternes Netzwerk eingerichtet, an das alle zusätzlichen Sensoren, Aktoren aber auch die Auswerteeinheiten angebunden sind. Über ein Gateway wird die Verlinkung in die Cloud realisiert.
Um den Datenaustausch zur Maschinensteuerung zu gewährleisten, wird sowohl der Profibus in die SPS für zeitkritische und prozessrelevante Daten als auch das OPC UA-Protokoll zum Human-Machine-Interface (HMI) für weitere Informationen genutzt. Die Daten der Maschine werden lokal im Gateway gespeichert und in die Cloud von Schaeffler gespiegelt. So ist gewährleistet, dass auch ohne Netzanbindung die Datenhistorie auf der Maschine verfügbar ist. Über Webservices bzw. Apps können Berechnungen in der Cloud angestoßen werden.
Big Data und Datenanalyse
Über die bereits bestehende Datenauswertung hinaus, die prinzipiell eine 1:1 Beziehung zum Ausgang hat, kommt der Analyse großer Datenmengen eine neue Bedeutung zu. Dies beruht auf der Annahme, dass sich neben dem Messwert selbst über eine ausreichend große Anzahl an Messwerten/Daten (big data), die mit anderen Daten korreliert werden, Muster ergeben. Diese bieten eine neue Qualität hinsichtlich ihrer Aussagefähigkeit, zum Beispiel bezüglich des Lagerzustands und damit des Maschinenzustands (datenbasierter Mehrwert). Mit geeigneten Algorithmen können die Muster automatisch erkannt und notwendige Handlungsempfehlungen bzw. Aktionen ausgeführt werden. Dazu benötigt werden dezentrale Funktionseinheiten, die sowohl autonom wie auch im Netzwerk eingebunden funktionieren. So kann die lokale Intelligenz die Daten lokal auswerten. Ergänzende Auswertungen, welche größere Rechenleistungen erfordern, können über die Cloudverbindung abgerufen werden. Ebenso erfolgt eine analytische Auswertung in der Cloud auf Basis der Daten aller angeschlossenen Maschinen und nicht lokal auf der Maschine.
Schaeffler gestaltet sowohl die horizontale Vernetzung entlang der Wertschöpfungskette wie auch die vertikale Integration vom Sensor bis in die Cloud selbst, um zu lernen, wie Komplexität und Anforderungen für Produkte und Services in der Produktion zu adaptieren sind.
Integration in die Fertigung
Die Möglichkeiten der Digitalisierung sind nicht auf die Fertigungsmaschine begrenzt. Auch das Produktionsumfeld kann mittels eines durchgängigen Datenflusses davon profitieren. Damit wird eine Insellösung umgangen, die ein manuelles Eingreifen erforderlich machen könnte. Weiterhin ist eine vertikale Integration für die Anbindung an das ERP-System für eine automatische Auftragsabarbeitung notwendig.
Ein wichtiger Aspekt im Zusammenhang mit „Big Data“ ist die eindeutige Identifizierung ID der einzelnen Bauteile. Hierzu ist eine Beschriftungsanlage integriert, die jedem Bauteil mittels Data Matrix Code eine eindeutige Identität gibt. Diese begleitet die Komponente über den gesamten Herstellungsprozess und geht beim Zusammenbau in der ID der Baugruppe auf. Damit kann im Sinne der Nachverfolgbarkeit (Traceability) die Historie des Bauteils analysiert werden.
Die Bestimmung der Kräfte am Tool Center Point (TCP) erlaubt weitere Optimierungen hinsichtlich der Maschinenbelastung wie auch des Prozesses selber: Über ein mathematisches Modell können die Verlagerung am TCP aufgrund der auftretenden Belastungen bestimmt und an die Steuerung mögliche Korrekturmaße in Echtzeit gegeben werden. Mittels Bearbeitungssimulation können die wahrscheinlich auftretenden Bearbeitungskräfte im Vorfeld bestimmt werden. Diese bilden somit einen Sollwert, der von einer vorgegebenen Spanne nicht abweichen darf, da dies auf einen nicht ordnungsgemäßen Zustand hindeutet.
Neben der Messung der aktuellen Verbräuche, die dem jeweiligen Bearbeitungsschritt zugewiesen werden können, ist es möglich, mittels der Prozesssimulation die zukünftig erforderliche Energie zu bestimmen. In Kombination mit den Erfahrungswerten kann eine genauere Prognose für den Energieverbrauch erstellt werden, was sowohl dem bedarfsgerechten Energieeinkauf wie auch der Fertigungsplanung im Sinne der Minimierung von unternehmensweiten Energiespitzen dient.
Der Maschinenzustand wird über die klassischen Überwachungsverfahren mittels Schwingungsüberwachung erfasst. Zusätzlich werden die Schmierzustände in verschiedenen Lagern gemessen und ausgewertet. Durch eine bedarfsgerechte Schmierung ist neben dem schonenden Umgang mit Ressourcen die Funktionsfähigkeit ohne Einfluss auf die Maschinenperformance gewährleistet. Des Weiteren kann perspektivisch auch eine Prognose für die Weiterentwicklung des Lagerzustands abgegeben werden.
Mittels einer Klassierung der Bearbeitungsprozesse werden Lastkollektive der Maschine transparent gemacht. Zum Beispiel kann momentan exemplarisch über das Schaeffler Lagerberechnungsprogramm Bearinx per Web-Service eine nominelle Restgebrauchsdauer der Lagerstellen online berechnet werden. Ziel ist es, mittels Simulation der geplanten Bearbeitungsaufträge und der sich daraus absehbaren Gebrauchsdauern der einzelnen Komponenten die Fertigung so zu steuern, dass erforderliche Instandhaltungsmaßnahmen vorausschauend geplant werden können, um die Maschinenverfügbarkeit möglichst hoch zu halten.
Schaeffler Technologies AG & Co. KG www.schaeffler.de
Teilen:




















{kind=link}