
Um wettbewerbsfähig zu bleiben, ist die Automatisierung gerade auch von kleinen Losgrößen in der spanenden Fertigung notwendiger denn je. Losgrößen und Wiederholhäufigkeit sind dabei wichtige Kriterien für die Ausgestaltung von Automationslösungen für Werkzeugmaschinen. Insbesondere bei kleinen Losgrößen reicht die Betrachtung der zu beschaffenden Hard- und Software nicht aus. Vielmehr ist die Analyse und Optimierung der gesamten Prozesskette von der Auftragsplanung bis zum fertigen Produkt erforderlich.
Um in einem Hochlohnland wie Deutschland international wettbewerbsfähig fertigen zu können, bedarf es eines hohen Automatisierungsgrades. Dies um Personalkosten zu senken, die Produktivität zu erhöhen und eine gleichbleibende Qualität gewährleisten zu können. Weiterhin ist aber zudem Flexibilität gefragt, da es gilt, kundenspezifische Produkte in Kleinstserien zu fertigen. Diese Marktanforderungen, nach einer automatisierten und produktiven Serienfertigung auf der einen Seite und einer völlig flexiblen Produktion ab Losgröße 1 auf der andern Seite, scheinen sich zunächst zu widersprechen. In diesem Spannungsfeld braucht es intelligente Automatisierungskonzepte, um die Produktion kleiner Losgrößen wirtschaftlich zu automatisieren.
Losgröße und Wiederholfaktor der auf einer Werkzeugmaschine zu fertigenden Aufträge sind zwei maßgebliche Größen, welche Automatisierungsgrad und Schwerpunkte der Ausgestaltung einer Automatisierungslösung beeinflussen. Kleine Losgrößen führen zu häufigen Rüstvorgängen, was die Gesamtanlageneffektivität (OEE) der Maschine reduziert. Je kleiner die Losgröße, desto wichtiger wird dabei die Reduzierung der Rüstzeit, da sich die Kosten für den Rüstvorgang (vornehmlich die Stillstandzeit der Maschine) auf weniger Produkte verteilen und die Kosten pro Stück damit steigen.
Neben der Losgröße ist die Wiederholhäufigkeit der gefertigten Produkte entscheidend für die Ausgestaltung der Automatisierungslösung. Es gilt, je kleiner die Wiederholhäufigkeit, desto größer ist der Einfluss der Zeitanteile für nicht-wertschöpfende Prozesse auf die Stückkosten. Das folgende einfache Beispiel verdeutlicht dies: Angenommen werden CNC-Programmierkosten von 100 Euro. Bei Produkt A beträgt die Losgröße und die Wiederholhäufigkeit 1. Bei Produkt B beträgt die Losgröße 1, die Wiederholhäufigkeit aber 20. Bei Produkt A fallen demnach die vollen 100 Euro bei den Stückkosten an. Bei Produkt B verteilen sich die Kosten auf 20 Stück. Die Stückkosten für die Programmerstellung würden demnach lediglich 5 Euro betragen.
Dieses Beispiel zeigt zudem, dass bei der Planung einer Automatisierung der zu automatisierende Prozess nicht autonom betrachtet werden darf, sondern vielmehr das gesamte System analysiert werden muss.
Teilezahl bestimmt die Ausgestaltung der Anlage
Anhand der Wiederholhäufigkeit werden Entscheidungen hinsichtlich der Ausgestaltung der Automatisierung, wie zum Beispiel der Vorrichtungen, getroffen. Ist der Wiederholfaktor gering, müssen Vorrichtungen und Werkzeuge oder auch die NC-Programmerstellung vereinfacht und soweit wie möglich standardisiert werden. Die Vorrichtungen wie Greifer, Spannmittel, Paletten, etc. müssen möglichst universell geplant werden, um damit viele unterschiedliche Werkstücke handhaben zu können. Bei einer großen Wiederholhäufigkeit kann es sich im Gegensatz dazu lohnen, in Sondervorrichtungen und -Werkzeuge zu investieren, dies um die Effizienz der Werkzeugmaschine weiter zu erhöhen.
Gesamtbetrachtung der Prozesskette
Im Hinblick auf eine wirtschaftliche Automatisierung bildet die Teileanalyse eine gute Grundlage zur Analyse des bestehenden Systems und zur Identifikation der Einsatzpotenziale einer Automation. Wie oben dargestellt ist das Ziel bei der Automatisierung kleiner Losgrößen, möglichst viele Teile auf gleichen Vorrichtungen verwenden zu können. Somit können Investitionskosten gespart und Rüstvorgänge minimiert werden.
Um Vorrichtungen standardisieren zu können, bedarf es einer Gesamtanalyse der in einem Unternehmen gefertigten Teile. Dabei sind neben Form und Beschaffenheit beispielsweise auch Referenzpunkte für den Einsatz von Nullpunktspannsystemen entscheidende Kriterien. Lassen sich diese Parameter standardisieren, verringert dies die Anzahl der benötigten Vorrichtungen und der damit verbundenen Rüstvorgänge. Es ist damit auch Aufgabe der Konstruktion, Rohteile so auszulegen, dass diese mit standardisierten Vorrichtungen gehandhabt werden können (Design for Manufacture).
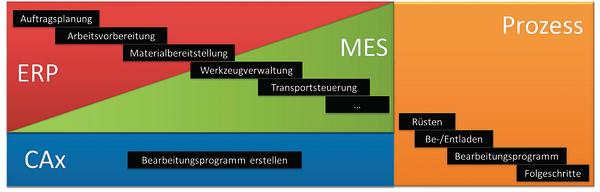
Um allerdings eine fundierte Aussage im Hinblick auf die wirtschaftliche Automatisierung einer Werkzeugmaschine treffen zu können, muss immer die gesamte Prozesskette betrachtet werden. Insbesondere bei kleinen Losgrößen und geringer Wiederholhäufigkeit reicht die Betrachtung der zu beschaffenden Hard- und Software nicht aus. Die Prozesskette umfasst dabei alle Schritte im Auftragsbearbeitungsprozess, von der Planung im ERP-System, über die Materialbereitstellungs- und Rüstprozesse, bis hin zum automatisierten Prozess selbst.
Auslastung muss hoch sein
Ein Beispiel für einen gut integrierten Prozess ist das automatische Erstellen eines NC-Programms auf Grundlage von CAD-Daten mit Hilfe eines CAD/CAM-Systems. Die Vorteile liegen auf der Hand: Die Programmierung der CNC-Maschinen entfällt weitgehend, was insbesondere bei kleinen Wiederholhäufigkeiten ein sehr kritischer Punkt ist.
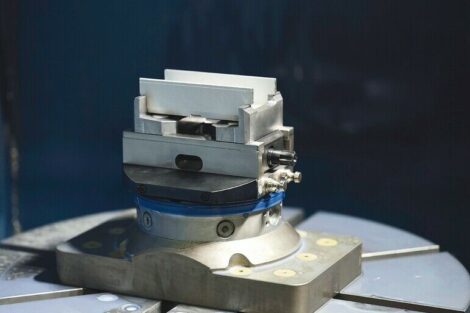
Grundsätzlich gilt wie bei jeder Automatisierung, dass die Auslastung der Maschine mit wertschöpfenden Tätigkeiten möglichst hoch sein muss. Ein entscheidender Punkt, der die Auslastung beeinflusst, ist die Rüstzeit. Mit Hilfe des SMED-Konzepts können diese systematisch reduziert werden. Das Ziel von SMED (Single Minute Exchange of Die) ist es, interne Rüsttätigkeiten in externe umzuwandeln. Hierdurch kann die Zeit des Maschinenstillstands reduziert werden. Ein Beispiel hierfür sind Schnellspannsysteme bzw. Nullpunktspannsysteme: Während des Bearbeitungsprozesses können bereits die folgenden Aufträge vorbereitet und eingespannt werden. Nach der Fertigstellung des Prozesses wird das komplette Nullpunktspannsystem mit dem darauf eingespannten Teil getauscht und die Maschine kann direkt weiterarbeiten.
Ein weiterer Aspekt zur Steigerung der Auslastung der Automationseinheit, wie beispielsweise einer Roboterzelle, ist die hauptzeitparallele Integration von Nebentätigkeiten. So können Nebentätigkeiten wie Entgraten, Reinigen oder Vermessen von Werkstücken während der Bearbeitungszeit der Maschine vom Roboter durchgeführt werden. Neben einer höheren Auslastung der Automationseinheit führt dies gleichzeitig zu einer Verkürzung der Durchlaufzeit.
Die Autoren
Philipp Schmauder und Tobias Heß studieren Produktionsmanagement an der Hochschule Reutlingen. Dieser Zeitschriftenbeitrag entstand im Zuge des Seminars „Spezialthemen der Produktion“ bei Prof. Dr.-Ing. Helmut Schaal.
Teilen:



















{kind=link}