



Durch volumetrische Kompensation einer Groß-Fräsmaschine mit VAC-Option (Volumetric Axes Compensation) von Fidia hat ein deutscher Automobilhersteller die Maschinengenauigkeit um 78 Prozent gesteigert. Umgesetzt wurde das Projekt von AFM Technology aus Aalen, einem führenden Dienstleister auf dem Gebiet der volumetrischen Korrektur von Werkzeugmaschinen
Ende 2010 hatten sich die für den Betrieb und die Instandsetzung von Werkzeugmaschinen Verantwortlichen eines deutschen Automobilherstellers entschieden, einen neuen Weg zu gehen: Statt der sonst üblichen langwierigen mechanischen Justagen und Laservermessungen der Maschinen, die in regelmäßigen Abständen notwendig sind, wollte man das Potenzial der volumetrischen Kompensation testen.
„Ziel war es hierbei, die bisher erreichte Genauigkeit der Maschine nochmals erheblich zu steigern, wobei die Stillstandszeit gegenüber den konventionellen, mechanischen Servicearbeiten und Laservermessungen, durch die elektronische Kompensation erheblich reduziert werden sollte“, so Horst Eckersberger, Vertriebsleiter bei AFM Technology. Bei der Maschine handelte es sich um eine Groß-Fräsmaschine mit 69m3 Arbeitsvolumen aus dem Prototypen-/Modellbaubereich mit moderner Fidia-C20- Steuerung. Die Software-Option VAC (Volumetric Axes Compensation) von Fidia ermöglicht es, die geometrischen Abweichungen der Linearachsen einer Werkzeugmaschine online in der NC-Steuerung zu verarbeiten und somit zu kompensieren.
Konventionelle Korrekturen in modernen CNC-Steuerungen, sind meist in der Lage, Positions- und Geradheitsabweichungen (Durchhang) zu kompensieren. Hierbei werden allerdings nicht alle Abweichungen einer Maschinenachse berücksichtigt. Meist wird mit einem Laserinterferometer eine Linie entlang der Achse gemessen und kompensiert. Durch die Nicht-Erfassung der rotatorischen Abweichungen verbleiben Abweichungen an anderen Stellen im Arbeitsraum, die sich über die Hebel der Maschinenachsen aufeinander sowie die verschiedenen Werkzeuglängen und Werkzeugrichtungen bis in den TCP ( Tool Centre Point) fortpflanzen und erheblich verstärken. Die Abweichungen der Linearachsen werden wie folgt bezeichnet:
- Lineare Positionsabweichung
- Vertikale Geradheitsabweichung
- Horizontale Geradheitsabweichung
- Nicken
- Gieren
- Rollen
Im 3-Achssystem einer Werkzeugmaschine ergibt dies 18 Abweichungen. Hinzu kommen noch die 3 Rechtwinkligkeiten der Achsen, wodurch sich in einem vollständigen kinematischen Modell 21 Abweichungen aus den Linearachsen am TCP ergeben. Insbesondere bei großen Portal-/Gantryfräsmaschinen mit langen Z-Schiebern wirken sich die rotatorischen Abweichungen (Nicken, Gieren, Rollen), aufgrund der langen Hebel, im 3-Achs- und besonders im 5-Achsbetrieb (z. B. Unterschied zwischen A-Achse bei 90° und 0°) spürbar aus. Nur durch die vollständige Erfassung aller 21 Abweichungskomponenten sind moderne CNC-Steuerungen in der Lage, diese Fehler zu kompensieren und somit die Positioniergenauigkeit der Maschine im kompletten Arbeitsraum erheblich zu verbessern.
Das Messsystem zur Erfassung der volumetrischen Abweichungen
AFM Technology verwendet zur Kalibrier- und Verifiziermessung von Werkzeugmaschinen und Messmaschinen ein universelles Messgerät: den Lasertracer von etalon. Hierbei handelt es sich um ein hochgenaues Laserinterferometer mit einer Unsicherheit von lediglich 0,2 µm + 0,3µm/m. Im Unterschied zu Laser-Trackern verfügt es über ein patentiertes Verfahren zur Autokompensation von Abweichungen der Dreh- und Schwenkachse. Das verwendete Messprinzip beruht auf der Multilateration (ähnlich dem GPS-System) und einem mathematischen Modell der jeweiligen Maschine (21/23-Fehler-Modell). Zur Berechnung der Maschinenabweichungen werden nur Längenmessungen, aber keine Winkelinformationen des Lasertracers verwendet. Aus den etwa 4000 gemessenen Längen im Arbeitsraum der Maschine erfolgt die Berechnung der 21/23-Einzelparameter. Zuvor wird von AFM Technology eine optimale Messstrategie für die jeweilige Maschine entwickelt, um möglichst kleine Messunsicherheiten für alle Abweichungen zu gewährleisten.
Als Hilfestellung bei der Bewertung der Messstrategie, dient die sogenannte „Monte-Carlo-Simulation“, die es ermöglicht, die zu erwartenden Unsicherheiten aller 21 Fehlerparameter abzuschätzen und zu optimieren. Die Reichweite des Lasertracers beträgt 15 Meter und kann durch mathematische Überlagerung von Teilvolumen für sehr große Maschinen beliebig erweitert werden.
Die Messung
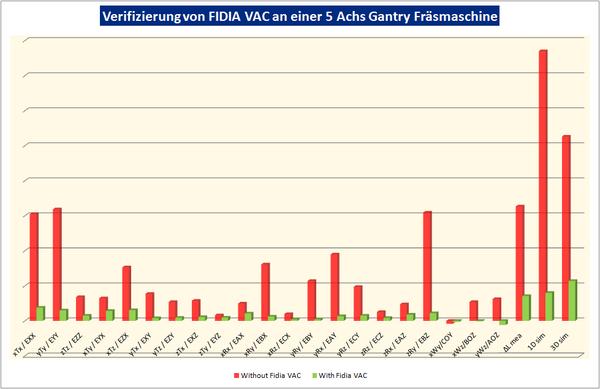
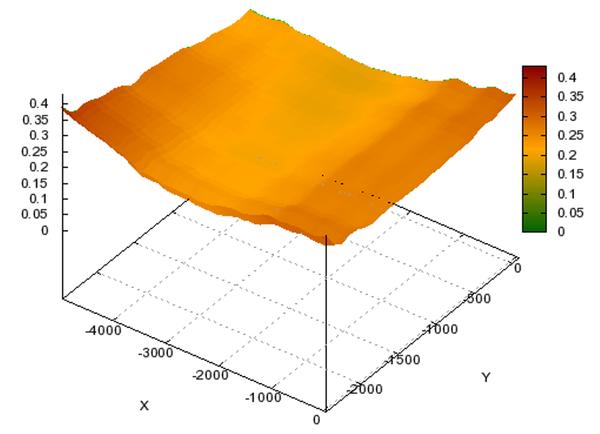
Nach ca. 8 Stunden Messzeit – was in Anbetracht des Maschinenvolumens von ca. 69 m3 (X = 8200 mm/Y = 3650 mm/Z = 2300 mm) einen sehr kurzen Zeitraum darstellt – war es im Anwendungsfall soweit: Die Berechnung der 21 Abweichungsparameter der Maschine konnte erfolgen. Das Diagramm (xxxxxxx) zeigt die Werte der einzelnen Fehlerparameter der Kalibriermessung in roter Farbdarstellung.
Die kundenseitig durchgeführten Positions- und Durchhangskompensationen waren während der Kalibriermessung in der Steuerung bereits aktiv. Nach Erzeugung der VAC Kompensationsdatei für die Fidia-Steuerung wurde diese von AFM in die Steuerung eingespielt und aktiviert.
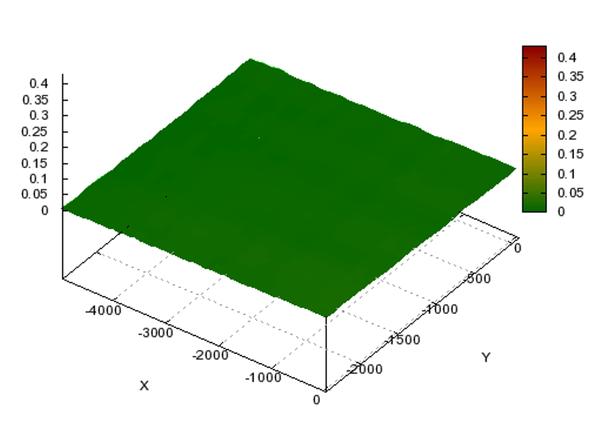
Zur Verifizierung der volumetrischen Kompensation wurde die Maschine anschließend nochmals mit dem Lasertracer vermessen. Während der kompletten Kalibrier- und Verifiziermessungen kam ein Funk-Temperaturmesssystem zum Einsatz, welches die direkt an den Maßstäben der Maschinenachsen erfassten Temperaturen kontinuierlich an die Berechnungssoftware übermittelt.
Das Ergebnis
Die abschließende Auswertung der Ergebnisse sowie die Gegenüberstellung mit den Werten der konventionell kompensierten Maschine zeigten eine deutliche Verbesserung aller 21 Parameter der Linearachsen. In Zahlen ausgedrückt betrug die Verbesserung der volumetrischen Genauigkeit durch die Vermessung von AFM und die Aktivierung von Fidia VAC 78 Prozent. Die volumetrisch kompensierte Maschine verfügt hiermit über Genauigkeiten, die auch den hohen Anforderungen der Luftfahrtindustrie genügen würden.
„Die vollständige volumetrische Kompensation der geometrischen Abweichungen von Maschinenachsen verbessert die Genauigkeit von Bearbeitungsmaschinen erheblich“, erläutert Wolfram Meyer, Geschäftsführer der AFM Technology GmbH. Vorteilhaft sei im vorliegenden Fall, dass die Softwareoption VAC nicht nur für neue Werkzeugmaschinen verfügbar ist, sondern auch an vorhandenen Steuerungen nachgerüstet werden kann. „Eine mit VAC volumetrisch kompensierte Maschine bietet die idealen Voraussetzungen, um zusätzlich mit der neuen Fidia Option HMS-HEC (Head Error Compensation) die verbleibenden Komponenten- und Lageabweichungen der Drehachsen zu kompensieren – und somit den Idealzustand einer Maschine herzustellen.“
Fidia und AFM haben vereinbart, dass der Kalibrierservice in Deutschland und Italien exklusiv durch AFM erfolgt. Der Messtechnik-Spezialist hat hierfür in den letzten Jahren in neueste Lasertechnologie und Software investiert, die die Grundlage für den mobilen Kalibrierservice bei Maschinenbauern und in der Industrie bildet. „Ich bin überzeugt, dass es in wenigen Jahren keine Werkzeugmaschine mehr geben wird, die auf diese Technologie verzichten kann“, so Meyer weiter. „Volumetrische Kompensation ist kein Werkzeug, um billigere Maschinen zu produzieren – es ist vielmehr ein Werkzeug, um die Genauigkeit guter CNC-Maschinen nochmals erheblich zu steigern.“
Unsere Webinar-Empfehlung

Einen Vorgeschmack auf die EMO liefert der Webcast "Innovative Zerspanungslösungen". Ausgewählte Branchenspezialisten wie Schwäbische Werkzeugmaschinen (SW) und DVS Technology Group zeigen, welche Innovationen entlang der Prozesskette spanender Fertigung sie auf der EMO präsentieren…
Teilen:



















{kind=link}