Bei der spanenden Bauteilherstellung ändern sich die Zustände der bearbeiteten Oberflächen durch hohe mechanische und thermische Belastungen maßgeblich. Diese Änderungen wirken sich neben topologischen Zuständen wie Rauheiten auf mechanische Zustände wie Eigenspannungen oder Verfestigungen und auf metallographisch erfassbare Zustände wie Phasenumwandlungen oder Änderung der Mikrostruktur aus.
▶
Mit Hilfe neuer Kenntnisse über die Wechselwirkungen zwischen Prozessen und Bauteilen werden am wbk Institut für Produktionstechnik in enger Zusammenarbeit mit dem Institut für angewandte Materialien-Werkstoffkunde (IAM-WK) mittels Surface Engineering die Eigenschaften von Bauteilen definiert eingestellt.
Hierbei stehen besonders Charakteristika der Bauteilrandzonen, wie Eigenspannungs- und Verfestigungszustände, im Vordergrund, die durch den Fertigungsprozess bestimmt werden und einen großen Einfluss auf die Eigenschaften bei schwingender oder tribologischer Beanspruchung besitzen. Die definierte Erzeugung von Bauteilrandzonen, aber auch die schädigungsarme Bearbeitung, spielt dabei eine große Rolle.
Am wbk werden zerspanungsbedingte Bauteilzustände und -eigenschaften in verschiedenen Forschungsprojekten zusätzlich zu den experimentellen Untersuchungen mittels Prozesssimulationen analysiert, um damit zu einer numerisch unterstützten Optimierung des Zerspanungsprozesses zu gelangen.
Prozessoptimierungen und Prozessstrategien
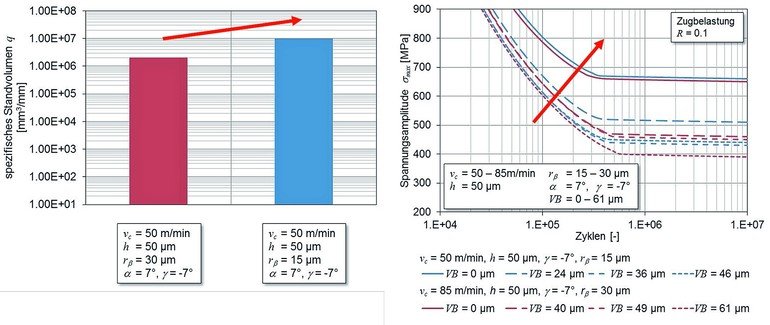
Bei der Zerspanung von höherfesten Materialien kommt es aufgrund hoher mechanischer und thermischer Werkzeugbelastungen zu relativ geringen Werkzeugstandzeiten. Zudem werden die Bauteilzustände und Bauteileigenschaften beeinflusst. Am wbk wurde mittels simulationsgestützter Analysen der Einfluss der wesentlichen Prozess- und Geometrieparameter auf die erzielbaren spezifischen Standvolumina sowie die resultierenden Bauteilzustände und Bauteileigenschaften bei der Zerspanung von Ti6Al4V untersucht.
Das Simulationsmodell der Zerspanung zeigt neben guten Übereinstimmungen der resultierenden Kräfte und Temperaturen über ein breites Prozessparameterfeld hinweg eine Spansegmentierung, die der experimentell erzielten entspricht. Zur Berechnung der resultierenden Verschleißraten wurde ein kombiniertes Verschleißmodell verwendet, dessen Parameter mittels experimenteller und simulationsgestützter Zerspanungsanalysen identifiziert wurden [Sch11a, Zan13]. Das validierte Simulationsmodell der Zerspanung wurde durch eine Erweiterung zur Simulation der Eigenspannungen eingesetzt [Sch11b]. So konnte der Einfluss von Prozess- und Geometrieparametern bei der Segmentspanbildung von Ti6Al4V auf den Werkzeugverschleiß sowie auf die resultierenden Bauteilzustände in Form von Eigenspannungen untersucht werden.
In einem weiteren Modell wurde der Einfluss der resultierenden Bauteilzustände auf die Bauteileigenschaften bei schwingender Belastung analysiert [Zan12]. Durch eine simulationsgestützte Parametervariation konnte eine ideale Kombination an Prozess- und Geometrieparameter ermittelt werden, mit denen eine Erhöhung des spezifischen Standvolumens bei gleichzeitiger Verbesserung der Bauteileigenschaften erzielt wurde (siehe Abb. 1).
Martensitische Bauteilrandschichten
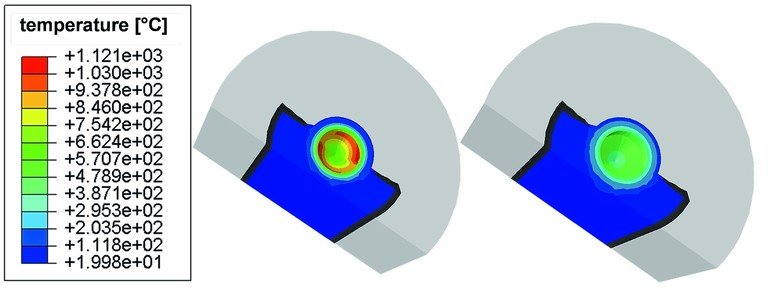
Auch bei der Zerspanung höherfester Stahlwerkstoffe kommt es zu Effekten, die es zu beachten gilt. So kann es prozess- und parameterbedingt zur Ausbildung von martensitischen Bauteilrandschichten kommen. Diese Randschichten zeichnen sich durch eine hohe Härte, Sprödigkeit und Rissanfälligkeit aus. Simulativ wurde am Beispiel 42CrMo4 gezeigt, dass eine Erhöhung der Schnittgeschwindigkeit bei gleicher Zustellung zu martensitischen Randschichten führt [Sch-13]. In experimentellen und simulativen Untersuchungen wurde zudem der Einfluss des Reibwerts auf die sich ausbildende Randschicht untersucht. Geringere Reibwerte, wie sie bspw. beim Einsatz von Minimalmengenschmierung üblich sind, führen zu geringeren Temperaturen und wirken sich somit auf die sich ausbildende Randzone aus [Sch-2011c].
Mit einem definierten Einsatz von Kühlkonzepten kann die Ausbildung von martensitischen Randzonen im Vergleich zur Trockenbearbeitung komplett vermieden werden, indem die Prozesstemperatur unterhalb der Umwandlungstemperatur gehalten wird (Abb. 2) [Bol-15].
Nanokristalline Mikrostruktur
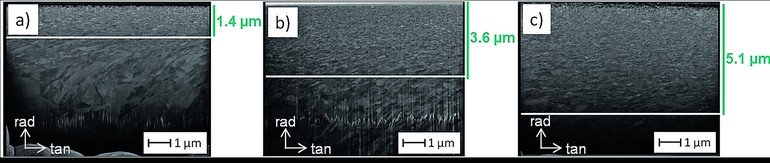
Ebenfalls auf Reibungseffekte zurückzuführen ist die Bildung einer reibungsarmen und verschleißresistenten, teils nanokristallinen Mikrostruktur im Bereich der Randschicht. Diese Schicht kann durch hohe Scherverformungen bei Dehnraten bis zu Größenordnungen um 106 1/s in der spanenden Endbearbeitung induziert werden und wirkt sich positiv auf das tribologische Verhalten von Konstruktionselementen aus.
Obwohl die zugrundeliegenden Mechanismen nahe der Schneidkante während der Zerspanung nicht vollständig verstanden sind und auch noch nicht abschließend geklärt wurde, welcher Randschichtzustand als optimal anzusehen ist, konnten hinsichtlich der Reproduzierbarkeit und der gezielten Einstellung des Randschichtzustandes bei 42CrMo4 bereits gute Ergebnisse erzielt werden.
Größere Verhältnisse von Schneidkantenradius zu Spanungsdicke bei symmetrischen Schneidkanten in Kombination mit niedrigen Schnittgeschwindigkeiten führen zu einer tiefer beeinflussten Randschicht (vgl. Abb. 3), hohe Geschwindigkeiten und sehr scharfe Schneidkanten dagegen zu minimalen Schichtdicken [Amb-15].
Bei der Verwendung von ausgeprägt asymmetrischen Kanten wurde als weiterer möglicher Einflussfaktor ein geometrischer Kennwert der Schneidkantenmikrogeometrie während der Zerspanung identifiziert [Seg-16].
Komplementär-zerspanung
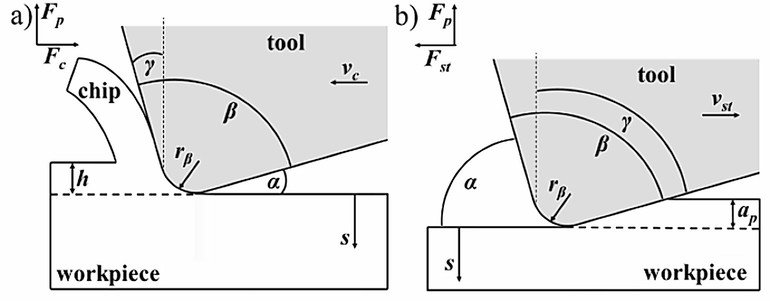
Nanokristalline Randschichten können zudem durch eine neue am wbk innovierte Prozessstrategie erzeugt werden. Bei der sogenannten Komplementärzerspanung wird die Zerspanung mit einer mechanischen Oberflächenbehandlung kombiniert, mit dem Ziel der Optimierung der Bauteilzustände. Dabei erfolgt die Oberflächenbearbeitung in einem nachgelagerten Prozessschritt durch das Zerspanungswerkzeug ohne Werkzeugwechsel.
Hierzu verfährt das Schneidwerkzeug in entgegengesetzter Richtung zur Zerspanung über die Bauteiloberfläche (vgl. Abb. 4). Durch Kontakt der Freifläche mit der Werkstückoberfläche soll damit eine hohe Verformung in der Randzone induziert werden, deren Folge Verfestigung bzw. Kornfeinung ist.
Untersuchungen an Armco-Reineisen und dem Vergütungsstahl 42CrMo4 zeigen, dass durch die Komplementärzerspanung die Bauteilrandzone plastische verformt [Zan-14] und dadurch zum einen die Mikrohärte gesteigert und zum anderen die Oberflächenrauheit deutlich gesenkt werden kann [Ger-16].
Zusammenfassung
Aktuelle Untersuchungen zeigen, dass klassische Zerspanungsprozesse durch ausgeprägtes Prozessverständnis signifikant optimiert werden können. Neben einer Erhöhung der Werkzeugstandzeiten steht dabei insbesondere die Optimierung der resultierenden Bauteiloberfläche im Vordergrund. Bauteile mit besonders hohen Anforderungen erfordern eine zusätzliche Oberflächenbehandlung, die ebenfalls mittels konventionellen Zerspanungswerkzeugen möglich ist, sofern diese mir der richtigen Strategie eingesetzt werden.
Karlsruher Institut für Technologie (KIT), wbk Institut für Produktionstechnik
ZoZ in Serie

Wie die Zukunft der Zerspanung aussehen kann, präsentieren die Mitglieder des Vereins für Zukunftsorientierte Zerspanung e.V. (ZoZ) in einer exklusiven Serie in der mav.
Die Autoren
Volker Schulze,
Patrick Bollig,
Michael Gerstenmeyer,
Eric Segebade
und Frederik Zanger, wbk Institut für Produkt-ionstechnik, Karlsruher Institut für Technologie.
Quellenverzeichnis
[Amb-15]; Ambrosy, F.; Zanger, F.; Schulze, V. (2015): FEM-simulation of machining induced nanocrystalline surface layers in steel surfaces prepared for tribological applications. Cirp-Annals – Manufacturing Technology (64), S.69-72.
[Bol-15]; Bollig, P.; Faltin, C.; Schießl, R.; Schneider, J.; Maas, U.; Schulze, V. (2015). In Procedia CIRP 31, S. 142-147.
[Ger-16]; Gerstenmeyer, M., Zanger, F., Schulze, V. (2016): Complementary Machining – Machining Strategy for Surface Modification. DOI: 10.1016/j.procir.2016.02.048.
[Seg-16]; Segebade, E., Zanger, F., Schulze, V. (2016): Influence of different asymmetrical cutting edge microgeometries on surface integrity. DOI: 10.1016/j.procir.2016.02.070
[Sch11a]; Schulze, V.; Zanger, F. (2011): Development of a simulation model to investigate tool wear in Ti-6Al-4V alloy machining. In: Advanced Materials Research (223), S. 535-544.
[Sch11b]; Schulze, V.; Zanger, F. (2011): Numerical Analysis of the Influence of Johnson-Cook-Material Parameters on Surface Integrity of Ti-6Al-4V. In: Procedia Engineering (19), S. 306-311.
[Sch-11c]; Schulze, V.; Michna, J.; Schneider, J.; Gumbsch, P. (2011): Modelling of cutting induced surface phase transformations considering friction effects. In Procedia Engineering (19), S. 331-336.
[Sch-13]; Schulze, V.; Michna, J.; Zanger, F.; Faltin, C.; Maas, U.; Schneider, J. (2013): Influence of cutting parameters, tool coatings and friction on the process heat in cutting processes and phase transformations in workpiece surface layers. In Journal of Heat Treatment and Materials (68), S. 22-31.
[Zan12]; Zanger, F. (2012): Segmentspanbildung, Werkzeugverschleiß, Randschichtzustand und Bauteileigenschaften: Numerische Analysen zur Optimierung des Zerspanungsprozesses am Beispiel von Ti-6Al-4V. Dissertation, Karlsruher Institut für Technologie (KIT).
[Zan13]; Zanger, F.; Schulze, V. (2013): Investigations on Mechanisms of Tool Wear in Machining of Ti-6Al-4V using FEM Simulation. Proceedings of 14th CIRP Conference on Modeling of Machining Operations (CIRP CMMO), Procedia CIRP (8), S. 33-38.
[Zan-14]; Zanger, F., Gerstenmeyer, M. (2014): Material Behaviour of Armco-Iron and AISI 4140 at High Speed Deformation during Machining, Advanced Materials Research Vol. 1018, pp. 161-166.
Unsere Webinar-Empfehlung

Einen Vorgeschmack auf die EMO liefert der Webcast "Innovative Zerspanungslösungen". Ausgewählte Branchenspezialisten wie Schwäbische Werkzeugmaschinen (SW) und DVS Technology Group zeigen, welche Innovationen entlang der Prozesskette spanender Fertigung sie auf der EMO präsentieren…
Teilen:




















{kind=link}