


















Nicht erst seit der letzten EMO in Hannover stoßen mit Linearantrieben ausgestattete Werkzeugmaschinen in neue Leistungsklassen vor. Die Frage ist nur, rechnen sich die „teuren“ Antriebe für den Anwender, wie sicher sind sie im Dauereinsatz, braucht man tatsächlich ein „eigenes Kraftwerk“, um die erforderliche Energie verfügbar zu machen, wie spielt der „Herzschrittmacher“ mit und wo ist der Einsatz dieser Technik sinnvoll. Um den aktuellen Stand dieser Technologie transparent zu machen, haben wir Hersteller von Linearantrieben, Werkzeugmachinenhersteller und Anwender dieser Technik im Rahmen unserer Reihe „Expertengespräche“ an einen Tisch gebeten.
Die Energiebilanz linearer und konventioneller Maschinen ist vergleichbar
Gatz: Wenn man die gleichen Parameter zugrundelegt und Maschinen mit Kugelgewindetrieb mit lineargetriebenen Maschinen vergleicht, also auch vergleichbare Beschleunigungen fährt, kann man sagen, dass die Linearmaschine im Dauerbetrieb in etwa den gleichen Gesamtenergiebedarf hat.
Dr. Lasch: Vergleichende Stromverbrauchs- und Leistungsmessungen zeigen, dass die Motorspindel, die zum Werkzeugwechsel sehr oft hoch beschleunigt und dann wieder abgebremst wird, den weitaus größten Energiebedarf hat. Die Linearmotoren verursachen beim Fahren von A nach B nur kleine Peaks im zeitlichen Verhältnis von etwa 1 : 5 zum Hauptspindelstromverbrauch. Im Vergleich dazu sieht die Energieaufnahme der Kugelgewindespindelmaschine nicht anders aus, wenn sie wirklich die gleichen Leistungspotentiale aufweist. Man darf nur nicht Äpfel mit Birnen vergleichen.
Gatz: Ich kann das bestätigen, denn wir haben untersucht, wie die Stromaufnahme über unsere Teileproduktion aussieht. Das Diagramm zeigt, dass ganz eindeutig die Motorspindel beim Werkzeugwechsel den höchsten Energiebedarf hat, nicht die Achsbewegung.
Schütz: Statt Stromverbrauch muss man aber die Gesamtenergiebilanz in den Vordergrund der Betrachtungen stellen. Wir benötigen zum Zerspanen nämlich nicht nur Strom, sondern auch Kühlung und die Abfuhr der Wärmeleistung. Wir haben bei BMW glücklicherweise ein Werkswasserkühlnetz, das wir für die Linearmaschinen nur etwas erweitern mussten. Bei einer Neuplanung wäre das in die Investitionsrechnung natürlich eingegangen. Denn die Kühlung muss sehr präzise funktionieren, will man die gewünschte Werkstück-Qualität auf der Maschine erreichen.
Dr. Feinauer: Das ist nur bedingt richtig. Wenn man eine Kugelgewinde-Maschine mit vergleichbaren (gekühlte Kugelrollspindel) Dynamikwerten bauen würde, kommen wir bei den Verlustleistungen in ähnliche Bereiche. Und vergleichen wir die Linearmotoren mit etwas langsameren, aber immer noch hochdynamischen Kugelgewinde-Maschinen, dann braucht man mehr Maschinen und damit mehr Platz. Jetzt geht die Rechnung los. Platz gegen Energie. Dann benötigt man halt nicht X Maschinen, sondern X + Y.
Schütz: Das stimmt. Würden wir konventionelle Maschinen mit vergleichbar dynamischen Werten wie Linearmaschinen betreiben, müssten wir den Kostenblock Kühlung auch hier dazurechnen. Möglicherweise ist dann die Energiebilanz wieder ausgeglichen.
Gatz: Wir gehen bei unserer Planung davon aus, dass wir 10 % mehr Energie pro Maschine brauchen. Aber weil die Maschine schneller und dynamischer ist, gleicht sich das in der Gesamtkostenbilanz wieder aus. Wenn wir uns eine große Anzahl von Maschinen für bestimmte Fertigungen anbieten lassen, sagen wir mal 100 Maschinen, dann kommen bei Kugelgewindespindelmaschinen 105 bis 110 Maschinen raus. Heißt für uns wieder, wir rechnen mit dem gleichen Gesamtenergieanschlusswert.
Dr. Lasch: Weil man mit einer Linearmaschine höhere Genauigkeiten produzieren kann, geht man ganz einfach davon aus, dass sie temperiert ist. Würde man an die Kugelgewindemaschine gleiche Genauigkeitsansprüche stellen, wäre für die Temperierung des Systems Maschine der vergleichbare Energiebedarf erforderlich.
Schenk: Der Energieverbrauch, bezogen auf die Leistung ist bei der Linearmaschine nicht höher. D. h., die Effektivität ist eher besser als bei konventionellen Maschinen. Nur weil man mit Linearmaschinen deutlich höhere Leistung erzielt, braucht man mehr Energie.
Wollenberg:. Man muss den Energiebedarf an der Produktivität messen, also nicht nur die Leistung betrachten. Oft spielen die Qualität der Oberflächen und die Konturgenauigkeit der Werkstücke und der Stückdurchsatz eine wichtige Rolle. Wenn man diese Rechnung aufmacht und auch noch den Platzbedarf mit einbringt, hat die Linearmaschine in vielen Anwendungen eindeutige Vorteile.
Linearmaschinen sind wesentlich genauer
Soyer: Bei uns ist die mit Linearmaschinen erzielbare höhere Genauigkeit sogar das ausschlaggebende Argument. Einer unserer Kunden hatte immer Genauigkeitsprobleme an Druckgussteilen, weil gewisse Bohrungen vorgegossen waren. Dadurch waren viele Nachjustierarbeiten am Endgerät erforderlich. Heute fräsen wir diese Teile mit Linearmaschinen bei Kostengleichheit aus dem Vollen und unser Kunde spart durch die höhere Genauigkeit der Teile, die wir auf unserer Ex-Cell-O Maschine produzieren, ca. 30 % Nachjustierarbeiten.
Schütz: Wir haben bei uns seit 1 1/2 Jahren 41 Linearmaschinen massiv in der Produktion eingesetzt. Bei BMW insgesamt sind es jetzt 70 Maschinen. Was die Genauigkeit angeht, kann ich diese Erfahrungen nur bestätigen. Bei unserer ersten MFU (Maschinenfähigkeitsuntersuchung), die bei den Linearmaschinen gefahren wurde, haben wir 30 Teile in unseren Messraum gebracht. Nach zehn Teilen war der Prüfer der Meinung, dass irgend etwas nicht stimmen könne, er habe immer das gleiche Messergebnis. Nachdem alle 30 Teile gemessen und ausgewertet waren, zeigte sich, dass wir bezüglich Qualität und Genauigkeit in einen Bereich gekommen sind, wo der klassische Messmaschinenbediener Zweifel hat, ob eine Fertigungsmaschine dies tatsächlich leisten kann.
Gatz: Wenn wir nur Kugelrollspindelmaschinen hätten, könnten wir bestimmte Operationen, wie enge Bahnfunktionen im Brennraum oder in Kanälen, in unserer Fertigung gar nicht ausführen, weil die erforderliche Dynamik konventioneller Maschinen dafür nicht ausreicht. Eine solche Maschine fährt die Wege zu langsam, wir bräuchten dann mehr Maschinen und damit mehr Platz und Personal. Durch die Lineartechnik lässt sich Einzelspindel- und Linearmaschinentechnologie selbst in der Großserie bis 500 000 Teile/Jahr wirtschaftlich einsetzen.
Schütz: Die Genauigkeit der Linearantriebe ist natürlich nicht gleich Produktqualität. Dazu gehört noch einiges mehr. Man braucht das passende Werkzeug, da haben die Vorrichtung und die Hauptspindel Einfluss usw. Auch für den Späneflug und deren Abtranport aus der Maschine braucht es bessere konstruktive Lösungen.
Störungsfreier Betriebmit Linearantrieben
Zeitler: Wir haben bei Ford seit 1998 zehn Linearbearbeitungszentren vom Typ XHC240 und drei BAZ vom Typ XHC241 im Produktionseinsatz und niemals Störungen an den Antrieben gehabt. Dem Stromverbrauch messen wir weniger Bedeutung zu, weil wir an den Maschinen eine Verfügbarkeit von 97 bis 99 % erreicht haben. Was die Kosten angeht, sehen wir bei unseren letzten Ausschreibungen, dass es zwischen herkömmlicher Technik und Lineartechnik keinen Preisunterschied mehr gibt, im Gegenteil.
Gatz: Seit 1997 haben wir eine Testmaschine (Urane 20) im 3-Schicht-Betrieb im Einsatz. Bei dieser Maschine gab es bisher an den Linearmotoren keinerlei Probleme, bei gleichbleibender Fertigungsqualität. Wir haben ab 1998 mehr als 70 Linearmaschinen beschafft und im Einsatz. Wir hatten in der Zwischenzeit verschiedene Linearmotorausfälle: z. B. mangelhafte Steckverbindungen an Kabelanschlüssen, bei 2 oder 3 Motoren Kurzschlüsse durch Wicklungsfehler sowie 2 zerstörte Linearmotoren an der W-Achse durch mangelhafte Abdeckung gegenüber Graugussspänen. Die genannten Anfangsprobleme sind inzwischen durch konstruktive Maßnahmen behoben und an nachfolgenden Maschinen nicht mehr aufgetreten. Probleme gibt es aber immer noch im Bereich der Peripherie, beim Werkzeugwechsel, bei den Vorrichtungen. Hier muss in puncto Stabilität und Verfügbarkeit von den Maschinenherstellern noch einiges getan werden.
Linearmaschinen fürdie Schwerzerspanung?
Gatz: Bei einer schweren Zerspanungsoperation am Motorblock gehen wir nach wie vor auf eine neue Kugelrollspindelmaschine. Linearmaschinen sind aus unserer Sicht für diese schweren Operationen bislang noch nicht ausgelegt. Wir sind momentan allerdings mit einem Hersteller im Gespräch, die Vorschubkräfte und Leistungen so zu verstärken, dass man unter Umständen auch schwere Schrupp-Fräsoperationen an Graugussteilen durchführen kann. Die Versuche sind vielversprechend, jedoch noch nicht Serienstand
Dr. Lasch: Kugelrollspindelmaschinen wird es vor allem im Bereich der Schwerzerspanung weiterhin geben. Wir gehen aber davon aus, dass sich die Lineartechnik in sehr kurzer Zeit einen entscheidenden Anteil an der gesamten Werkzeugmaschinenproduktion erobern wird. Wir setzen deshalb ganz konsequent auf diese Antriebstechnik, weil nicht nur die hohe Dynamik und die hohen Geschwindigkeiten vorteilhaft sind, die man bei langen Strecken erreichen kann, sondern auch die erzielbare Dauergenauigkeit. Wenn die Genauigkeit nach drei Jahren noch die gleiche wie bei der Auslieferung ist, ergibt sich ein entscheidender Vorteil für den Anwender, dies wird zukünftig ein wichtiges Kaufargument sein.
Wollenberg: Kennzeichend für den Linearmotor ist seine Direktantriebsfunktion. Für hohe Prozesskräfte beim Zerspanen in Stahl werden 5 bis 10 kN Zerspan-kräfte gefordert, die der Motor bei relativ kleinen Geschwindigkeiten abgeben muss. Das kann er, hierfür braucht man aber große Motoren. Diese verlangen einen großen Einbauraum. Den wollen Werkzeugmaschinenhersteller vermeiden. Soll der Linearmotor hohe Kräfte produzieren, ist das erforderliche Einbauvolumen entsprechend groß. Das ist Stand der Technik.
Dr. Lasch: Für die Leichtmetallbearbeitung hat man die Motoren im Dauerbetrieb zunächst auf hohe Beschleunigungskräfte ausgelegt, die man nur kurzzeitig brauchte. Wir sind über Versuche schnell zu dem Ergebnis gekommen, dass man auch Stahl durchaus vernünftig bearbeiten kann. Wir haben bei unseren Fahrständermaschinen Linearmotoren in einer Achse, um für die bis zu 5 m langen Wege Eilgänge von 80 bis 100 m/min erreichen zu können. Für die Vorschubkraft beim Fräsen haben wir den Linearantrieb so kräftig ausgelegt, dass wir damit in drei Achsen interpolierend Stahl zerspanen können.
Dr. Feinauer: In der Diskussion werden gern zwei Dinge miteinander vermischt, die Aluminium- und die Stahlbearbeitung. Insgeheim verbinden wir hiermit jedoch auf der einen Seite die leichtere und auf der anderen Seite die schwerere Bearbeitung. Stahl und Guss zu bearbeiten ist eigentlich nicht das Problem vom Linearmotor. Auch der Magnetismus ist nicht das Problem. Wenn echte Kräfte gefordert werden, dann brauchen wir eine Übersetzung mit einer Spindel, da hat der Linearmotor auf Grund seines Bauraumes heute schon noch Nachteile.
Linearmotoren erfordern neue Maschinenkonzepte
Dr. Lasch: Ich denke, in weiten Bereichen wird diese Antriebstechnik neue Maschinenkonzepte erforderlich machen.
Gatz: Das ist der Grund, warum es noch so wenig Anbieter von Linearmaschinen gibt. Obwohl wir diese Technik kaufen wollen, finden wir bei Ausschreibungen nicht genügend Anbieter. Angeblich sind bestimmte Bauformen patentrechlich geschützt. Auf unser Drängen hin hatte ein Hersteller uns ein Maschinenkonzept angeboten, bei dem unter Umgehung dieses Patentes die Maschine so konstruiert war, dass wir sie ablehnen mussten. Patentrechtliche Probleme sollten so gelöst werden, dass es mehr Hersteller guter Linearmaschinen gibt.
Dr. Feinauer: Wir haben ein wichtiges Patent bezüglich optimaler Achsanordnungen für Horizontalmaschinen. Uns hat aber noch niemand wegen Lizenzen angesprochen, vermutlich auch deshalb, weil die Investitionsbereitschaft der Fahrzeug-industrie diesbezüglich in der Vergangenheit von ausnahmen abgesehen eher verhalten war. Mehr als 80 % unserer Linearmaschinen haben wir in den automobilen Zuliefererbereich verkauft. Es ist schon richtig, dass man nicht einfach eine Linearmaschine oder eine kugelgewindebetriebene Maschine nehmen und den einen Antrieb durch den anderen Antrieb ersetzen kann. Deshalb argumentieren ja auch Wettbewerber, die keine Linearmaschinen haben, gegen die Lineartechnik.
Gatz: Wir sind von den Vorteilen der Linearmaschinen so überzeugt, dass wir bei künftigen Projekten Hersteller mit Linearmaschinen bevorzugen werden.
Dr. Lasch: Wir setzen ja voll auf die Lineartechnik. Dabei gehen wir aber differenziert vor: Bei neuen Maschinenkonzepten Vollausstattung mit Linearantriebstechnik, bei anderen Maschinen statten wir nur einzelne Achsen mit Linearmotoren aus. Weil man nicht mal eben die Kugelgewindespindel wegtun und einen Linearmotor einbauen kann, muss das Maschinenkonzept völlig neu auf die Linearantriebstechnik abgestimmt werden. Das braucht auch bei uns bei einigen Produkten noch etwas Zeit. Wir bieten derzeit 17 Maschinentypen mit Linearantrieben an und haben letztes Jahr in unseren Maschinen bereits 1000 Achsen damit ausgerüstet.
Bork: Wir experimentieren am PTW nun seit 6 bis 7 Jahren mit dem Linearantrieb, wir wollten wissen, was man mit dieser Technik eigentlich alles machen kann. Dabei haben wir durchweg gute Erfahrungen gemacht. Zur Zeit konzentrieren wir uns auf die Optimierung der Maschinenkomponenten. Wir untersuchen, welche Vo-raussetzungen die Maschinen bieten müssen, um die Möglichkeiten des Linearantriebes richtig ausnützen zu können.
Linearmotor für Herzschrittmacher ungefährlich
Gatz: Wegen der angeblichen Gefahr, die von Linearmotoren für Personen mit Herzschrittmacher ausgehen soll, haben wir 1997 unsere erste Linearmaschine aus Unsicherheit in ein Blechgehäuse eingehaust. Da hat nur Zutritt bekommen, von dem ärztlich bekannt war, dass er keinen Herzschrittmacher trägt. Nur wenige Personen mit Sonderausweis durften in den Innenraum dieses Fertigungsbereiches. Heute ist das kein Thema mehr
Wollenberg: Eine denkbare Gefahr geht vom Linearmotor in unmittelbarer Nähe nur wegen dessen starken Magnetfeld aus. Personen mit Herzschrittmacher sollten sich deshalb nicht unbedingt auf solch einen Motor drauflegen. Ab einer Entfernung von wenigen cm ist vom Magnetismuns allerdings schon nichts mehr zu spüren. Ein entsprechender Warnhinweis ist für Personen, die an der Maschine mit Montagearbeiten befaßt sind aber sicher kein Fehler.
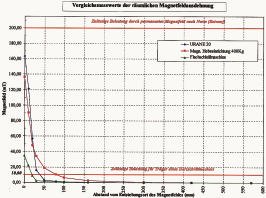
Winkler: Natürlich sind die Magnetfelder heute noch genau so stark, wie 1997. Was als Gefahrenpotential wirklich übrig bleibt, sind eben Handling und Montage an den Antrieben. Die zuständige Berufsgenossenschaft gibt im industriellen Bereich bei magnetischen Gleichfeldern einen Grenzwert von 2 Tesla an. Wenn man direkt an der Oberfläche des Sekundärteiles eines Linearmotors misst, sind dies 0,3 bis max. 0,5 Tesla. Im Abstand von 10, 15 cm kann man nur noch mit hochempfindlichen Meßgeräten Magnetismus nachweisen.
Gatz: Von der Firma Renault gibt es eine Untersuchung (Bild 3), aus der die Gefährdung in Millitesla in Abhängigkeit vom Abstand ersichtlich ist. Bereits im Abstand von 20 bis 40 mm gibt es kein Problem für Herzschrittmacher. So nah kommt keine Bedienperson an den eingebauten Motor.
Eine Norm für Linear-motoren ist nicht in Sicht
Dr. Feinauer: Ein Hemmnis für die rasche Marktdurchdringung ist, daß wir als Maschinenhersteller unseren Kunden nicht sagen können, wir bauen nur Maschinen mit der Steuerung des Hersteller A. Die Linearmotoren der unterschiedlichen Hersteller haben jeweils andere Einbauräume, andere Größen, da gibt es momentan noch keine Normung oder Vereinheitlichung. Will ich den Anbieter wechseln, muss ich eine komplett neue Maschine bauen, weil ich den Motor nicht wie seither irgendwo außen anflanschen kann.
Wollenberg: Unser Ziel ist es, bei den Linearmotoren bei geringstem Volumen die größte Leistungsdichte herauszuholen. Bei einer Normung zum jetzigen Zeitpunkt würden wir uns Beschränkungen auferlegen, die die technische Weiterentwicklung hemmen würden.
Winkler: Auch wir gehen davon aus, dass es in absehbarer Zeit nicht dazu kommen wird, dass exakt baugleiche oder kompatible Motoren von den einzelnen Herstellern angeboten werden können. Wir meinen aber, dass zumindest in den Hauptabmessungen eine Annäherung erfolgt.
Dr. Lasch: Das sehe ich anders. Wir haben vor etwa zwei Jahren ganz konsequent entschieden, diese Technik in der Serie einzusetzen. Dazu haben wir uns im gesamten Konzern auf sechs Leistungsklassen festgelegt. Wir werden in Kürze in der Lage sein, maßlich kompatible Motoren von allen namhaften Herstellern zu beziehen, zwar nicht 100%ig in den technischen Leistungsdaten, auf jeden Fall aber in den Hauptmaßen. Es zeigt sich, dass die Hersteller bereit sind, diese Lösung mitzugehen.
Der Synchron-Linearmotor ist heute Stand der Technik
Winkler: Wenn wir heute vom Linearantrieb reden, dann ausschließlich vom Synchronmotor. Ich denke, die Vorteile sind bekannt: hoher Wirkungsgrad, hohe Leistungsdichte, gutes Regelverhalten. Der Asynchronmotor ist tot. Der Synchronmotor erlaubt mit 0,8 bis 1,4 mm auch größere Luftspalte als der Asynchronmotor (0,4 bis 0,5 mm), so dass die Maschinenbauer auch bei den Einbautoleranzen mit Sicherheit keine Probleme haben.
Dr. Feinauer: Der Synchronmotor kommt mit seiner Schutzklasse IP65 und der durch den größeren Luftspalt möglichen motorseitigen Einhausung den realen Produktionsbedingungen entgegen.
Schenk: Dieses Problem mit den Motoren gibt es ja glücklicherweise steuerungsseitig nicht. Die leistungsfähigen CNC-Steuerungen aller Anbieter sind für die Lineartechnik geeignet.
Technologiesprung mit Linearantrieben beim Erodieren
Schudak: Wir setzen schon seit 1998 ausschließlich Linearantriebe bei unseren Erodiermaschinen ein und haben ca. 10 000 Achsantriebe ausgeliefert. Wir benötigen eigentlich keine Schnittkräfte, auch keine hohen Anschlusswerte. Bei uns gibt es nur eine Vorschubbewegung zum Werkstück hin. Hier nutzen wir die hohen Beschleunigungswerte der Linearmotoren beim Senken, um die Abhebfunktion einzuschalten. Damit erzielen wir eine Pumpwirkung, durch die abgetragenes Material, das sonst den Erodierprozess stören würde, schneller aus dem Bearbeitungsbereich heraustransportiert wird.
Renzler: Durch die hohe Positioniergenauigkeit der Linearmotoren werden beim Erodiervorgang mehr Impulse gezündet. Und durch die kurze Reaktionszeit erzielen wir ein besseres Regelverhalten. Der Bearbeitungsprozess wird stabiler. Als Resultat reduzieren sich die Bearbeitungszeiten um bis zu 30 %. Und weil wir dieses Know-how nicht außer Haus geben wollen, stellen wir Linearantriebe und Steuerung selbst her.
Akzeptanz der Linearmaschinen wächst rasch
Dr. Feinauer: Wir sind nun seit fast zehn Jahren mit Linearmaschinen am Markt und wie die Prediger durch die Lande gezogen, um diese innovative Technik hoffähig zu machen. Es war schwierig, Erstanwendern diese Technik zu verkaufen. Diese zu Wiederholungstätern zu machen, war dann fast problemlos. In einer relativ konservativ denkenen Fertigungsgesellschaft wird sich daran auch nichts schlagartig ändern. Einen gewissen Durchbruch gibt es jetzt dadurch, dass DMG den Linearmotor in der Breite einsetzt.
Dr. Lasch: Wir können bei unseren Kunden ein erfreulich schnelles Umdenken feststellen. Mittlerweile werden wir eigentlich ehrer gefragt, warum an der einen oder anderen Stelle noch kein Linearmotor drin ist.
Soyer: Wir haben bei unserer letzten Beschaffung regelrecht darauf gewartet, dass mal ein Hersteller vorprescht und ein 5-Seiten-Bearbeitungszentrum mit Linearantrieb anbietet. Allein mit der DMP 60 von Deckel Maho ersetzen wir jetzt drei alte Maschinen.
Zeitler: Wir ereichen mit unseren Linearmaschinen im 24-Stunden-Betrieb cpk-Faktoren von 7 und 8 in den Achsabständen. Es ist klar, dass man sich dann für solche Maschinen entscheidet.
Unsere Webinar-Empfehlung

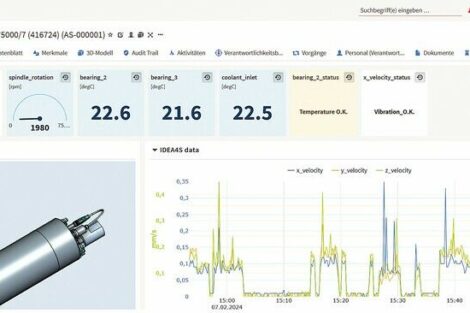
Warum braucht es den digitalen Zwilling einer CNC Maschine in der Produktion? Was ist der digitale Zwilling einer CNC Maschine und wie entsteht er?
Teilen:



















{kind=link}