

Wenn beim Automobilzulieferer ZF Friedrichshafen AG am Standort Thyrnau bei hohen Schnittgeschwindigkeiten Kegelräder für Achsgetriebe gefräst werden, schützt eine Hartstoffschicht die Werkzeuge wirksam vor Verschleiß: Balinit Alcrona Pro von Oerlikon Balzers sorgt für 30 Prozent höhere Stand- zeiten, mehr Produktionsstabilität – und bringt einen flexiblen Beschichtungsservice mit.
Achsantriebssysteme haben verschiedenste Anforderungen zu erfüllen. Einerseits fordern zukunftsweisende Fahrzeugkonzepte weniger Gewicht, um CO2-Ausstoß und Verbrauch zu senken, andererseits mehr Fahrkomfort, Laufruhe und Sicherheit. Zugleich verlangen unterschiedliche Fahrzeugtypen und Fahrstile eine jeweils passende Auslegung.
Für die Entwicklung und Produktion entsprechender technischer Lösungen hat ZF den Standort Thyrnau bei Passau zum Kompetenzzentrum Kegeltriebe ausgebaut. Dort wurden 2011 über 1,5 Millionen Kegelradsätze für Achsgetriebe gefertigt – für Pkw-Premiummarken sowie für Land- und Baumaschinen. Zur Anwendung kommen dabei großteils moderne, hochautomatisierte Montage- und Fertigungsprozesse.
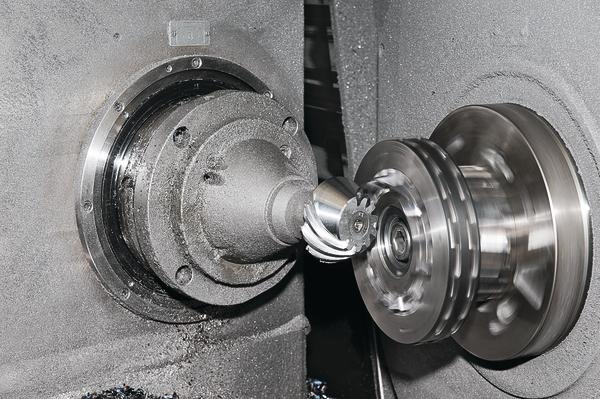
So wird zum Beispiel zur Herstellung der Kegelradverzahnungen das Trockenfräsen im Face-Milling-Verfahren eingesetzt – mit Vorteilen gegenüber dem Nassfräsen wie etwa hohe Bauteilqualität, hohe Werkzeugstandmenge und ölfreie Späne für optimales Recycling. Und fertig bearbeitet werden die Kegelräder durch hochgenaues Schleifen der Zahnflanken auf ihre Endkontur. Dabei beträgt die Abweichungstoleranz der Flankenform lediglich 15 Mikrometer.
Neben Qualität geht es auch um Produktivität: Das Trockenfräsen etwa erfolgt in höchsten Schnittgeschwindigkeiten, um Prozesszeiten zu verkürzen. Zum Schutz gegen Verschleiß kommen bei der Bearbeitung der Werkstücke aus Einsatzstahl (17CrNiMo6; 20MnCr5) Stabmesserköpfe mit beschichteten Hartmetallwerkzeugen in den Fräsmaschinen zum Einsatz.
Die passenden Beschichtungen dafür, die auch die hohen Anforderungen an Verschleiß- und Warmfestigkeit erfüllen, wurden nach entsprechenden Versuchen schon vor Jahren gefunden: Balinit Futora Nano und Balinit Alcrona von Oerlikon Balzers. Seit 2011 gibt es einen Nachfolger: Balinit Alcrona Pro soll zunehmend als einzige Schicht zum Einsatz kommen. „Wir konnten damit die Standzeit nochmals um bis zu 30 Prozent erhöhen und die Produktionsstabilität steigern“, begründet Marco Hermann, Teamleiter KVP und Instandhaltung bei ZF in Thyrnau, diesen Schritt.
Kurze Wege, schnelle Lieferzeiten
Leistungsstarke Schichten sind jedoch nur ein Stein im Mosaik ständig verbesserter Fertigungseffizienz. In unmittelbarer Nachbarschaft bietet das Beschichtungszentrum Thyrnau von Oerlikon Balzers kurze Wege, schnellen Service und damit hohe technische Verfügbarkeit der Werkzeuge. „Wir stimmen die Wartungsintervalle auf die Kundenbedürfnisse ab und sind auch bei Spezialwünschen flexibel und hochmotiviert“, so Kurt Burgstaller, Zentrumsleiter Oerlikon Balzers Thyrnau. Mit dem 24-Stunden-Lieferservice profitiert ZF von einem geringen Umlaufbestand an Werkzeugen und damit von weniger Kapitalbindung. Und in Hochproduktionsphasen werden die Werkzeuge schon auch über Nacht beschichtet und geliefert.
Die Ziele bleiben indes hochgesteckt: „Wir möchten die Standzeit der Messer so weit erhöhen, dass wir mit einmal Beschichten und Aufbereiten die doppelte Losgröße fertigen können“, betont Hermann im Gespräch mit Alexander Schindler, Kundenberater bei Oerlikon Balzers. Um diese Anforderung zu erfüllen, befasst sich Oerlikon Balzers nicht nur mit der Schicht, sondern auch mit der Vor- und Nachbehandlung der Werkzeuge und insbesondere mit der Definition der optimalen Schneidkantenradien. Auch der Zerspanungsprozess wird zusammen mit dem Kunden durchleuchtet, da nicht nur die Beschichtung, sondern auch das Werkstückmaterial, die Maschine und die Schnittparameter entscheidenden Einfluss auf die Standzeit haben. In einigen Fällen wurde dieses Ziel bereits erreicht – bei einer Standard-Seriengröße von 432 gefertigten Teilen im Bereich Pkw.
Teilen:




















{kind=link}