

Um leichter eine Anwort auf die Frage zu finden, ob Großverzahnungen optimal durch Profilschleifen oder durch Teilwälzschleifen feinzubearbeiten sind, werden im nachfolgenden Beitrag die Möglichkeiten beider Verfahren gegenübergestellt.
Autoren: Dr.-Ing. Frank Reichel Sieghart Lenz
Anforderungen an das Feinbearbeitungsverfahren
Nach wie vor wird als Feinbearbeitungsverfahren für gehärtete Zahnräder mit hohen Anforderungen an Verzahnungsgenauigkeit und Oberflächengüte der Flankenflächen das Zahnradschleifen eingesetzt. Es ist die Tendenz zu verzeichnen, dass immer größere Zahnräder gehärtet und geschliffen werden. Die Geometrie und die Zahnflankenmodifikationen der Zahnräder werden in zunehmendem Maße durch Berechnungsprogramme für die jeweilige Anwendung optimiert. Das hat zur Folge, dass die Losgrößen immer kleiner werden, d. h., der Fertigungscharakter tendiert mit größeren Zahnradparametern zur Kleinserien- und Einzelstückfertigung. Das erfordert eine hohe Flexibilität der Bearbeitungsverfahren. Da außerdem das Zahnradschleifen ein sehr zeit- und kostenintensiver Arbeitsgang ist, werden höchste Forderungen an seine Effektivität gestellt.
Zahnradschleifverfahren für Großverzahnungen
Als Zahnradschleifverfahren für mittlere und größere Verzahnungen sind das Teilwälzschleifen mit Doppelkegelschleifscheibe und das Profilschleifen im Einsatz. Mit weltweit über 5 000 nach dem Erzeugungsprinzip Teilwälzschleifen mit Doppelkegelschleifscheibe arbeitenden Maschinen dominiert dieses Verfahren beim Zahnradschleifen in der Einzelstück-, Klein- und Mittelserienfertigung. Verfahrens- und Maschinentechnik sind heute auf einem hohen Niveau optimiert und in ihren Weiterentwicklungsmöglichkeiten nahezu ausgeschöpft. Das Verfahren ist in den Betrieben bekannt und wird sicher beherrscht.
Das Erzeugungsprinzip Profilschleifen war zunächst der Großserien- und Massenfertigung vorbehalten, weil das Profilieren der Schleifscheiben mit komplizierten mechanischen Abrichtern, meistens unter Benutzung werkstückgebundener Schablonen, vorgenommen werden musste. Dieser Seriencharakter änderte sich auch nicht wesentlich, als seit den 70er Jahren galvanisch gebundene CBN-Schleifscheiben – ebenfalls werkstückgebundene Werkzeuge – eingesetzt wurden.
Als Ende der 80er Jahre CNC-Abrichter mit Diamant-Formrolle für ein flexibles Profilieren der Schleifscheiben zur Verfügung standen, war der Weg frei für den Einzug des Profilschleifens in die Einzelstück-, Klein- und Mittelserienfertigung.
Gleichzeitig begann die Entwicklung von Profilschleifmaschinen für immer größere Zahnräder. Heute können Werkstücke bis Durchmesser 4 000 mm durch Profilschleifen feinbearbeitet werden.
Wie alle Fertigungsverfahren weisen auch die hier genannten Zahnradschleifverfahren Teilwälzschleifen mit Doppelkegelschleifscheibe und Profilschleifen charakteristische Besonderheiten auf. Diese Besonderheiten und die Beherrschung ihrer Handhabung sind ausschlaggebend für einen effektiven Einsatz des Verfahrens. In Bild 4 werden Charakteristika und Effektivitätskriterien der beiden Verfahren gegenübergestellt.
Schrupp-Schleifversuche Profilschleifen
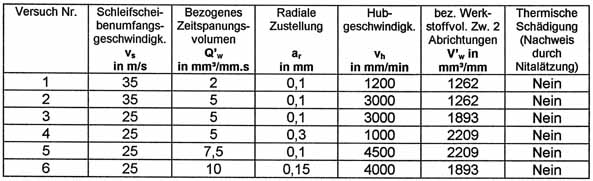
Hinsichtlich der Effektivität des Profilschleifens von Großverzahnungen bestanden und bestehen z. T. erhebliche Vorbehalte, insbesondere bezüglich der schadensfreien Durchführung des Schrupp-Schleifens. Mit den nachfolgend beschriebenen Schrupp-Schleifversuchen „Profilschleifen einer Großverzahnung mit Sinterkorundschleifscheibe“ können diese Vorbehalte im Wesentlichen entkräftet werden (Bild 2):
Versuchsmaschine: Niles Profilschleifmaschine ZP 12
Versuchswerkstück:
Normalmodul 24 mm
Zähnezahl 24
Schrägungswinkel 15 °
Eingriffswinkel 25 °
Kopfkreisdurchmesser 668,3 mm
Zahnbreite 508 mm
Werkstoff 17 Cr Ni Mo 6
Härte 58…60 HRC
Schleifaufmaß/Flanke(für das Schruppen) 0,325 mm
Sinterkorundschleifscheibe (83S 60 H 15VP601W)
Versuchsergebnis:
Die durchgeführten Versuche zeigen, dass gegenüber den in der industriellen Praxis beim Schrupp-Schleifen gebräuchlichen Werten
Q’w = 5 mm³/mm.s
V’w = 600 … 1000 mm³/mm
noch erhebliche Effektivitätsreserven für ein schadensfreies Schrupp-Schleifen vorhanden sind. Allerdings ist es dabei sehr wichtig, dem Prozess des Anschleifens besondere Aufmerksamkeit zu widmen: D. h. die Rohform der Verzahnung mit dem durch die Wärmebehandlung entstandenen Verzug ist zu messen, um mit Sicherheit an den höchsten Stellen der Flankenflächen mit dem Schleifen zu beginnen und so von Anfang an eine thermische Überlastung des Werkstückwerkstoffes zu vermeiden.
Fazit und Ausblick
Für das Zahnradschleifen von Großverzahnungen kann zusammenfassend festgestellt werden:
n Das Profilschleifen hat Vorteile bei der erreichbaren Produktivität und Genauigkeit.
n Bei gleicher Produktivität belastet das Profilschleifen das Werkstück thermisch weniger als das Teilwälzschleifen. Mit den vorliegenden Erkenntnissen ist beim Profilschleifen auch bei höherer Produktivität eine schadensfreie Prozessdurchführung möglich durch:
– Ermittlung der Rohform der Flankenflächen (Verzüge und Fehler)
– Technologie auf Basis sicherer Werte für Q’w und V’w
n Das Teilwälzschleifen besitzt aufgrund seiner Verfahrensspezifik bestimmte Vorteile beim Erzeugen von Flankenlinienmodifikationen
– Auf Niles-Profilschleifmaschinen ist mittels 4-Achsen-Kompensationsbewegungen jede praktische Forderung der Anwender verschränkungsarm erfüllbar
– Mit dem topologischen Schleifen sind auch extreme Forderungen realisierbar
n Das Profilschleifen hat deutliche Vorteile hinsichtlich technologischer Sonderlösungen:
– Schleifen von Sonderprofilen
– Schleifen von Innenprofilen
– Messen auf der Maschine
– Mitschleifen des Zahngrundes, Schleifen aus dem Vollen
– Einsatz von CBN-Schleifscheiben
n Durch seine Charakteristik und Effektivität wird das Profilschleifen zum dominierenden Feinbearbeitungsverfahren für Großverzahnungen werden.
– mav 225
Teilwälzschleifen
theoretisch punktförmige Berührung; relativ kleine Berührfläche; der annähernd dreieckförmige Spanquerschnitt und die Berührfläche nehmen vom Fuß zum Kopf zu; durch die kontinuierliche Wälzbewegung nehmen Spanquerschnitt und Berührfläche jeweils in Hubrichtung zu
Durch das Hüllschnittverfahren und die relativ kleinen Spanquerschnitte ist Pendelschleifen erforderlich; dadurch ist die Abtragsleistung begrenzt, trotz guter Kühlschmier-bedingungen und hoher Schleifscheibenantriebsleistung
Bei vergleichbarer Produktivität höher
Charakteristik des Schruppens:
Zeitspanungsvolumen
Q’w Schruppen = 20…60 mm³/mm.s Hubgeschwindigkeit
vh Schruppen , 60.000 mm/min
Überflutung des Eingriffspunktes mit Schleiföl
Prozesssicherheit: Vermeidung thermomechanischer Schädendurch Technologievorgaben auf der Basis jahrzehntelanger technologischer Erfahrungen
Abrichtbare (Edelkorund- und) Sinterkorundschleifscheiben
Die kinematische Erzeugung der Flankengestalt durch die Wälzbewegung und die hoch-dynamische Hubbewegung (Hüllschnitte) bewirken eine begrenzt hohe Genauigkeit trotz ausgereifter Kompensations-Software
Nur wälzbare Profile sind erzeugbar
Ohne Profilverzerrungen erzeugbar
Durch Teilwälzschleifen optimal erzeugbar
Durch zusätzliches topologisches Schleifen in gewissen Grenzen erzeugbar (z. Zt. nicht realisiert)
Nicht erzeugbar
Durch Teilwälzschleifen optimal erzeugbar (Maschinen mit neigbarem Werkzeugträger)
Nicht erzeugbar
Durch Teilwälzschleifen sehr begrenzt möglich
Nicht möglich
Nicht möglich
Maschinen geeignet
Profilschleifen
Theoretische Berührung entlang einer räumlichen Berührlinie; relativ große Berührfläche; der Spanquerschnitt wird gebildet aus Evolvente und Abtrag senkrecht zu ihr
Durch das Schleifen der Kontur in einem Zug im (quasi) Tiefschleifen lässt sich eine hohe Abtragsleistung realisieren, wenn entsprechende Kühlschmierbedingungen und Schleifscheibenantriebsleistung zur Verfügung stehen
Bei vergleichbarer Produktivität geringer
Charakteristik des Schruppens:
Zeitspanungsvolumen
Q’w Schruppen = 5…15 mm³/mm.s Hubgeschwindigkeit
vh Schruppen , 3.000 mm/min
Überflutung der Berührlinie mit Schleiföl
Prozesssicherheit: Vermeidung thermomechanischer Schäden durch Technologievorgaben unter Nutzung aktueller Forschungsergebnisse der FVA und von Untersuchungsergebnissen bei Kapp und Niles
Abrichtbare Sinterkorundschleifscheiben oder abrichtfreie CBN-Schleifscheiben
Quasistatische Bewegungen zur Erzeugung der Schraubenlinie und ausgereifte Kompensations-Software ermöglichen eine sehr hohe Genauigkeit
Alle schleifbaren Profile sind erzeugbar (auch Sonderprofile, z. B. Keilnuten, Plannuten, [Hirth]-Planverzahnungen)
Mittels 4-Achsen-Kompensationsbewegungen verschränkungsarm (ohne nennenswerte Profilverzerrungen) erzeugbar
Durch zusätzliches topologisches Schleifen erzeugbar
Durch zusätzliches topologisches Schleifen erzeugbar
Durch Profilschleifen optimal erzeugbar
Nur durch topologisches Schleifen erzeugbar
Nur durch Profilschleifen erzeugbar
Durch Profilschleifen gut möglich
Sehr gut möglich
Durch Profilschleifen möglich
Maschinen sehr gut geeignet
Charakteristikum,
Effektivitätskriterium
Eingriffsverhältnisse zwischen Schleifscheibe und Zahnflanke
Produktivität, Abtragsleistung
Thermomechanische
Belastung des Werkstoffes
Schleifwerkzeugeinsatz
Genauigkeit
Erzeugen von
Profilmodifikationen
Erzeugen von
Flankenlinienmodifikationen
Erzeugen von
gewälzten Modifikationen
Erzeugen von
topologischen Modifikationen
Erzeugen von Kugelverzahnungen
Erzeugen von Schneidrad- und Beveloidverzahnungen
Schleifen von Innenverzahnungen und Innenprofilen
Mitschleifen des Zahngrundes
(Nutgrundes)
Schleifen mit kleinen Schleifscheiben bei benachbarten Konturen
Vorschleifen von Profilen aus dem vollen Material
Messen auf der Maschine
Teilen:




















{kind=link}