
Moderne Werkzeuge ermöglichen die effiziente Bearbeitung von nichtrostendem Stahl. Mit Hilfe weiterentwickelter Schneidstoffe ist eine deutliche Steigerung der Wirtschaftlichkeit bei der Zerspanung rostfreier Stähle möglich.
Autor: Dr.-Ing. Stefan Scherbarth Sandvik Coromant, Düsseldorf
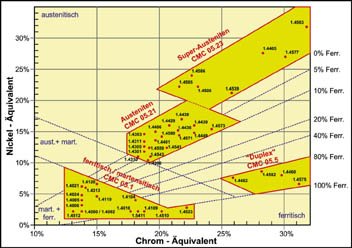
Rostfreie Stähle werden im Bereich der Zerspanung oft als Problemwerkstoffe bezeichnet. Vor allem die große Zähigkeit nichtrostender Stähle und ihre Tendenz zum Kleben bereitet vielen Anwendern Schwierigkeiten. So neigen rostfreie Stähle mit steigendem Nickelgehalt vermehrt zur Aufbauschneidenbildung. Weiter wichtig für die Beurteilung der Zerspanbarkeit ist der Chromanteil. Anhand dieser beiden Größen werden rostfreie Stähle in drei Hauptgruppen aufgeteilt: austentische, ferritisch/martensitische sowie Duplex Stähle. Dabei sind die Stähle der ersten beiden Gruppen deutlich besser zu zerspanen als letztere (siehe Bild 1).
Den größten Anteil haben die Austeniten; hier kann nochmals in 4 Gruppen unterteilt werden: In für die Zerspanung optimierte sogenannte „prodec“ Stähle, wie sie z. B. Sandvik Stahl unter dem Handelsnamen „Sanmac“ vertreibt und in normal zu bearbeitende Werkstoffe, wie z.B. 1.4401 oder 1.4436. Hinzu kommen noch zwei in der Zerspanung besonders anspruchsvolle Werkstoffklassen, die ausscheidungsgehärteten rostfreien Stähle sowie die sogenannten Superausteniten. Anhand dieser Kriterien sind dann auch die Schnittdatenempfehlungen der Firma Sandvik aufgebaut, wobei zusätzlich noch zwischen gewalztem und gegossenem rostfreiem Stahl unterschieden wird, da das Gußgefüge in der Regel deutlich schlechter zu zerspanen ist als das Gefüge von geschmiedetem oder gewalztem Stahl.
Drehbearbeitung am unproblematischsten
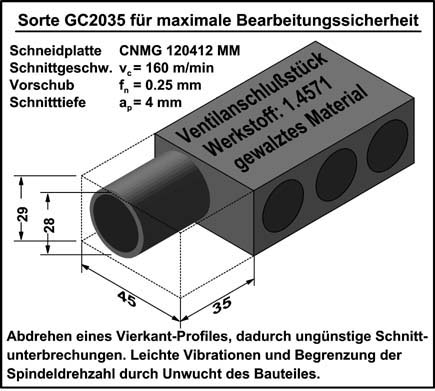
Von den drei wichtigsten Zerspanverfahren -Drehen, Bohren und Fräsen- ist die Drehbearbeitung am unproblematischsten. Für das Drehen rostfreier Stähle wird meistens mit Emulsion als Kühlschmierstoff gearbeitet. Es kommen zum Schruppen Wendeschneidplatten mit stabiler aber, positiv ausgeführter Spanformgeometrie, wie z. B. die -MM oder -MR Geometrie, zum Einsatz. Diese Schneidplattengeometrien werden in Kombination mit relativ zähen beschichteten Hartmetallsorten verwendet. Vorallem für anspruchsvolle Drehoperationen, z.B. mit starken Schnittunterbrechungen, hat sich hier die Sandvik Sorte GC2035 bewährt (siehe Bild 2).
Zum Schlichten kann sowohl beschichtetes Fein- und Feinstkornhartmetall (GC 1025, GC 2015) oder auch Cermet (CT 525) mit scharfkantig ausgeführten Schneiden verwendet werden. Um einen kontrollierten Spanbruch zu erhalten, sollten Schneidplatten mit -ML (MóISO-M, L óLeichte Schnitte) Geometrie bevorzugt werden.
Bohren nichtrostender Stahlwerkstoffe
Das Bohren nichtrostender Stahlwerkstoffe ist deutlich anspruchsvoller als die Drehbearbeitung; dies ist darauf zurückzuführen, daß beim Bohren verfahrensbedingt im Zentrum des Werkzeugs die Schnittgeschwindigkeit immer gleich Null ist. Dementsprechend sollte bei Bohrern mit Wendeschneidplatten, wie z.B. dem Coromant U-Bohrer, im Zentrum mit einer zähen Hartmetallsorte (GC 1020) gearbeitet werden. Dagegen kann als Außenschneide eine verschleißfestere Sorte (GC3040) zum Einsatz kommen. Durch diese Kombination zweier unterschiedlicher Schneidstoffe ist eine optimale Abstimmung auf die Schneidenbeanspruchung während der Zerspanung möglich. Auch für Vollhartmetallbohrer ist Sandvik mit dem TwinGrade GC1030 weltweit einzigartig die Kombination zweier Hartmetallsorten in einem Bohrer gelungen. Durch das Zusammenfügen zweier Hartmetall-Substrate mit völlig unterschiedlicher Charakteristik entsteht ein Bohrer mit harter Schale und zähem Kern, der besonders für anspruchsvolle Zerspanoperationen geeignet ist (siehe Bild 3).
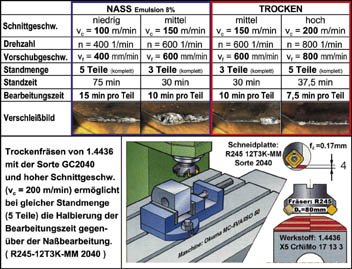
Bei Fräsen von rostfreien Stählen ist vor allem die starke Tendenz zur Aufbauschneidenbildung problematisch. Kommt es verstärkt zur Bildung von Aufbauschneiden sinkt die Standzeit der Werkzeuge dramatisch. Die Späne bleiben auf der Schneidkante kleben und werden beim Wiedereintritt der Schneide in das Werkstück mit in den Schnitt gezogen, und die Schneidkante wird mit hoher Wahrscheinlichkeit beschädigt. Um die Aufbauschneidenbildung möglichst von vornherein gering zu halten, wird mit positiven Wendeschneidplatten gearbeitet, die einen Spanwinkel von mindestens 20° haben. Um trotzdem stabile Schneiden zu bekommen, werden besonders zähe Hartmetallsorten eingesetzt. Grundsätzlich sind bei der Fräsbearbeitung zwei Bearbeitungsstrategien möglich: Es kann mit niedrigen Schnittgeschwindigkeiten und Emulsion gefahren werden, oder es wird mit hohen Schnittgeschwindigkeiten und trocken gearbeitet. Bei ersterem Verfahren werden Aufbauschneiden durch den Einsatz des Kühlschmierstoffes vermieden und die gefertigten Oberflächen werden geringfügig besser als bei der Trockenbearbeitung, jedoch ist die Produktivität aufgrund der niedrigen Schnittgeschwindigkeit, die zur Erzielung akzeptabler Standmengen notwendig ist, gering (siehe Bild 4).
Trockenfräsen
Beim Trockenfräsen wird die Schnittgeschwindigkeit deutlich größer gewählt, so hoch, daß die Späne nicht mehr auf der Schneide aufkleben. Bei der richtigen Kombination aus Werkzeuggeometrie und Schnittparametern „geht“ die meiste Wärme mit dem Span weg, und das Werkstück bleibt relativ kühl. Diese Strategie ermöglicht im Vergleich zur Naßbearbeitung eine sehr hohe Produktivität und ist deshalb auch meist deutlich wirtschaftlicher. Für diese Art der Bearbeitung sind besonders die Sandvik Hartmetallsorten GC2030 und GC2040 geeignet.
Sollten die erzielten Oberflächenqualitäten bei der wirtschaftlicheren Trockenbearbeitung nicht ausreichend sein, können die beiden Verfahren auch kombiniert werden: Geschruppt wird zunächst mit hohen Schnittdaten ohne Kühlschmierstoff, der letzte Schnitt wird jedoch mit Emulsion und ca. 40% reduzierter Drehzahl gefahren. Alternativ kann der letzte Schnitt auch trocken mit Cermet als Schneidstoff durchgeführt werden; dies bietet sich vor allem dann an, wenn für Schruppen und Schlichten verschiedene Werkzeuge eingesetzt werden.
– mav 207
Unsere Webinar-Empfehlung

Einen Vorgeschmack auf die EMO liefert der Webcast "Innovative Zerspanungslösungen". Ausgewählte Branchenspezialisten wie Schwäbische Werkzeugmaschinen (SW) und DVS Technology Group zeigen, welche Innovationen entlang der Prozesskette spanender Fertigung sie auf der EMO präsentieren…
Teilen:




















{kind=link}