





Die Wertschöpfung im Werkzeug- und Formenbau findet nach wie vor an der Schneide statt. Deshalb gehen zahlreiche Unternehmen dazu über, die Weichbearbeitung zu überspringen und direkt hart zu bearbeiten. Diese Strategie wird aber häufig zum Problem, wenn es bei der Hartbearbeitung um 55 bis 65 HRC sowie die Fertigung von Gewinden geht. Eine Erfahrung, die man auch beim Unternehmen Wisoma in Windhausen machte. So mussten beispielsweise in gehärtetes Rohmaterial (62 HRC) für Formkerne Gewinde eingebracht werden. Dazu wurden entweder Bohrungen gesetzt und anschließend Gewinde geschnitten oder das Gewinde wurde erodiert.
Deshalb war es für Marvin Winkler, verantwortlich für die Fertigungssteuerung, ein Glücksfall, als ihm der Gewindefräser WH-EM-PNC von Nico Henze, technischer Vertrieb bei OSG, vorgestellt wurde: „Wir haben bereits vor einiger Zeit begonnen, die Kerne aus gehärtetem Stangenmaterial zu drahten und anschließend die Gewinde einzubringen. Außerdem kommt es vor, dass man ein Gewinde vergisst, das aber erst nach dem Härten feststellt oder durch Kundenänderung nach der Abmusterung noch Gewinde eingebracht werden müssen. Da beginnt man sehr zeitaufwendig zu erodieren oder das Kernloch mit viel Risiko zu setzen und mit einem Gewindebohrer zu arbeiten. Deshalb ist der Gewindefräser von OSG für uns der absolute Problemlöser. Ich hatte zwar nicht geglaubt, dass es ohne Vorbohren ins Volle funktioniert, aber das tut es.“
Großes Einsparpotenzial pro Bauteil
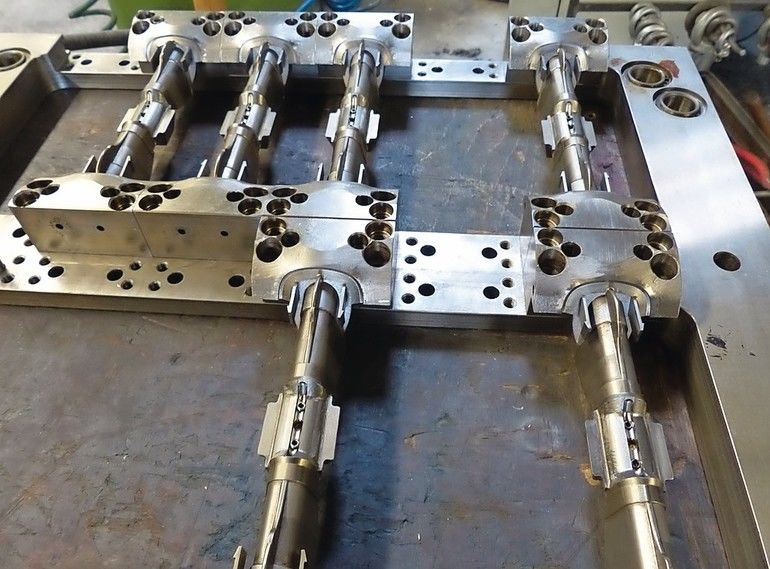
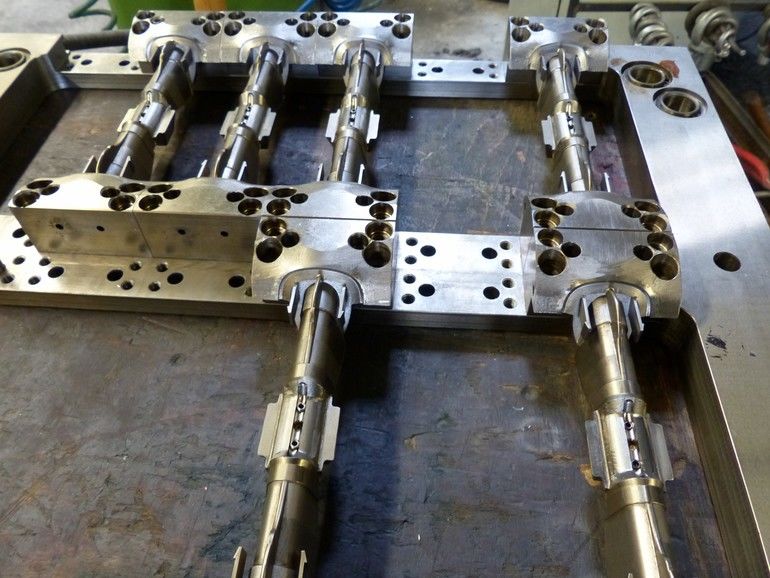
Nun gestalten sich die Losgrößen beim Formen- und Vorrichtungsbau sehr unterschiedlich. Im Gegensatz zur Einzelteilfertigung ging es in einem konkreten Fall um jeweils vier Kerne für mehrere Nester, plus Wechseleinsatz und Gegenseite – in der Summe 96 Gewinde. Wie schnell sich der Gewindefräser da rechnet, macht Wisoma-Geschäftsführer Harald Wächter deutlich: „Dadurch, dass das Bohren und Gewindeschneiden oder Erodieren entfällt, sparen wir bis zu 20 Minuten pro Bauteil. Ansonsten würden auch die Logistik in die Härterei sowie das Blockieren einer zusätzlichen Maschine zu Buche schlagen.“ Von Vorteil ist in diesem Zusammenhang auch die Tatsache, dass der Gewindefräser bei Bruch regelrecht zerbröselt und sich mit Druckluft ausblasen lässt. „Unabhängig davon, hat bei uns die Prozesssicherheit höchste Priorität. Da sind wir mit den Gewindefräsern auf der sicheren Seite und setzen deshalb von M3 bis M12 auf OSG“, erklärt Wächter.
Der Einsatz des Gewindefräsers gestaltete sich in Windhausen von Beginn an unproblematisch. Getestet wurde er ohne Komplikationen in 62 HRC und auch die Programmierung war einfach. Mittlerweile erreicht das Unternehmen mit dem WH-EM-PNC Standzeiten bis zu 50 Stunden (60 Gewinde).
Entsprechendes Maschinenequipment
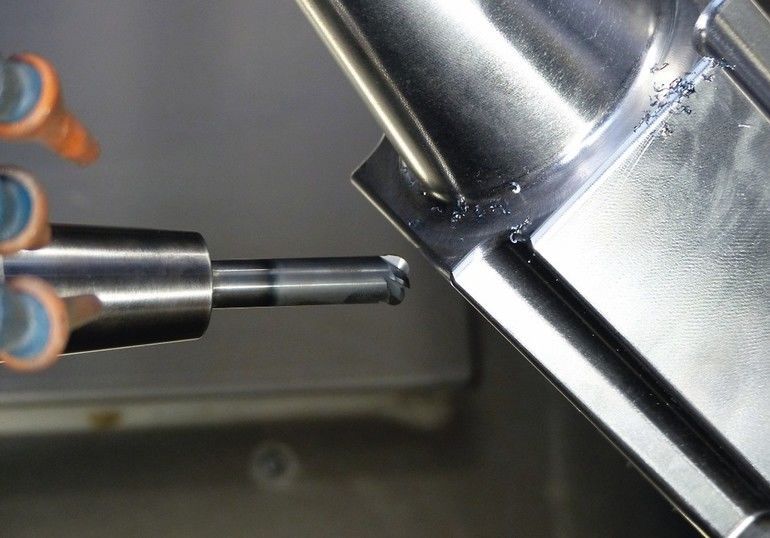
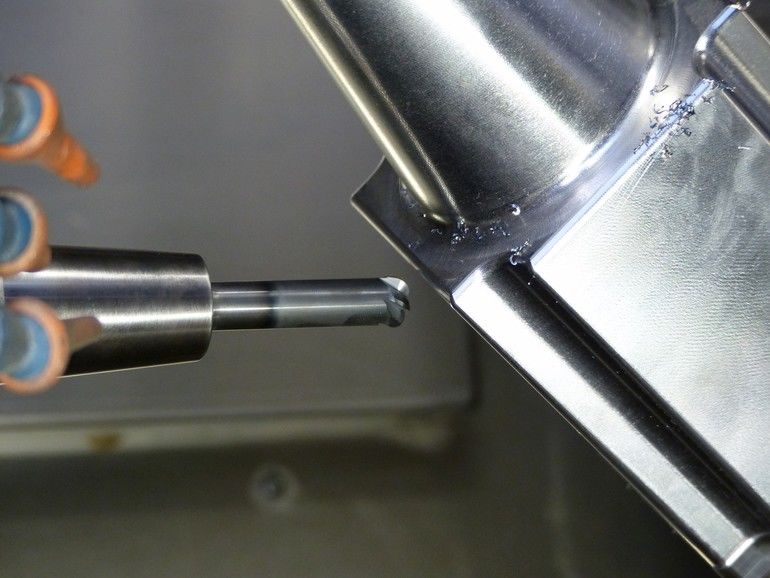
Um die Hartbearbeitung geht es in Windhausen auch beim Fräsen. Mit den eingesetzten Fräswerkzeugen war man zwar zufrieden, das Problem aber war, dass der Verschleiß ab 60 HRC sehr schnell sichtbar wurde. Kurzum, man wollte die Standzeiten der Fräswerkzeuge verlängern. Und so war es wieder Henze, der eine Lösung parat hatte: den fünfschneidigen Torus-Fräser WXS-CRE. Eingesetzt wurden bis dahin zwei- und vierschneidige Fräswerkzeuge, an eine wirkliche Steigerung mit dem neuen Fräser wollte man trotz positiver Erfahrung mit dem Gewindefräser nicht wirklich glauben. Umso überraschter waren die Verantwortlichen dann aber nach den ersten Einsätzen.
Der WXS-CRE wurde zunächst bei zwei Bauteilen in der Weichbearbeitung in 1.2312 mit insgesamt 15 Stunden eingesetzt. Direkt im Anschluss ging es um das Semischlichten eines 1.2379 mit 60 HRC. Die Weichbearbeitung ist für solch ein Fräswerkzeug wegen der negativen Schneidengeometrie eigentlich unüblich. Henze führt das neben der WXS-Beschichtung aber vor allem auf den Maschinenpark in Windhausen zurück: „Diesen nutzbaren Mehrwert generiert Wisoma durch die sehr dynamischen Maschinen, denn damit kann man Vorschubwerte fahren, die für diese Fräser angemessen sind. Zudem ist man mit einem fünfschneidigen Werkzeug wesentlich schneller als mit einem zweischneidigen und man kann damit in der Weichbearbeitung schon sehr nah an die Endkontur fahren, weil man mit dem WXS-CRE Radien abbilden kann. Man benötigt also keinen zusätzlichen Kugelfräser. Ein Vorteil, der übrigens auch beim Programmieren zum Tragen kommt.“ Für Marvin Winkler hat sich der positive Eindruck aber ohnehin schnell bestätigt, denn es konnte damit nicht nur ein Werkzeug eingespart werden, sondern es hat sich auch die Standzeit verlängert sowie die Prozesssicherheit und Flexibilität deutlich erhöht.
OSG Deutschland GmbH
www.osg-germany.de
Wisoma GmbH
www.wisoma.de




















{kind=link}