
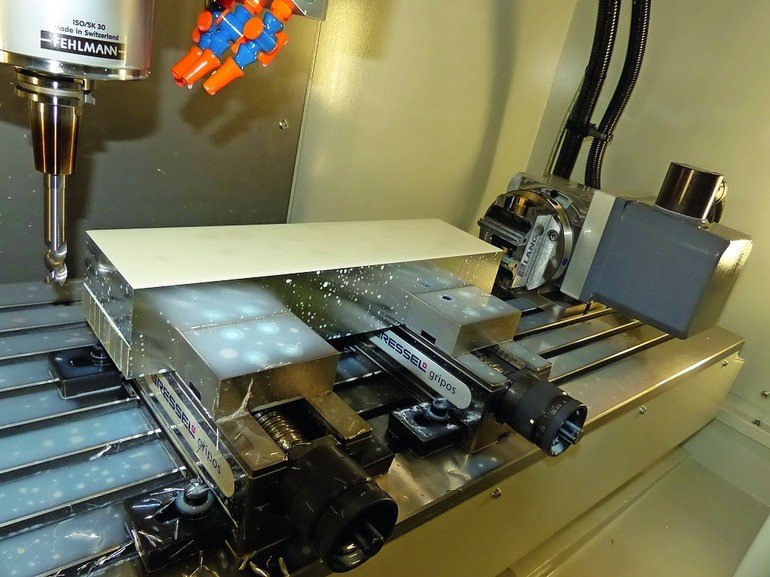

Wenn Flüssigkeitsmengen im Nano-Bereich transportiert werden, die Durchmesser der Kapillaren kleiner 0,1 mm sind oder die Toleranzen bei 3 µm liegen, steht bei einer Investition in ein Bearbeitungszentrum Präzision an erster Stelle. Die Picomax 60 von Fehlmann wird allerdings nicht nur in der Prototypenfertigung, sondern auch im produktiven Bereich eingesetzt, denn durch die Automatisierung sind sowohl die Maschinenstunden wie der Durchsatz enorm angestiegen.
Ein großer Teil des Produktspektrums bei Agilent Technologies ist auf Präzision ausgelegt, denn in den Pumpensystemen und optischen Einheiten von beispielsweise Flüssigkeitschromatographen sind zahlreiche mechanische Komponenten verbaut. So entstehen bei den Durchmessern der Kapillaren – häufig kleiner 0,1 mm – hohe Drücke. Gleichzeitig werden die kleinen Ventile enorm beansprucht. Bohrungen in Edelstahl mit Durchmesser 0,2 mm oder Toleranzen von 3 µm sind allerdings auch nichts Ungewöhnliches. Deshalb war für die Verantwortlichen bei der Investition in ein Bearbeitungszentrum klar, dass die Präzision oberste Priorität hat. Und so beschränkte sich der Benchmark auf nur drei Premium-Marken. Entschieden hat man sich für das Bearbeitungszentrum von Fehlmann. Dazu Thomas Wenz, Feinmechanikermeister bei Agilent Technologies: „Während Fehlmann die Picomax 60 mit einem festen Tisch anbietet, arbeiten die anderen Anbieter mit einem Schwenktisch. Bei den Bohrungen müssen wir mit dem Werkzeug aber sehr nahe an das Bauteil. Da wären beim Einsatz einer Schwenkbrücke die Störkanten bei kleinen Werkzeugen einfach zu groß. Die Genauigkeit stand zwar schon ganz oben, überzeugt hat uns aber das Gesamtpaket, denn wir wollten auch flexibel und wirtschaftlich fertigen. Hier sprach für Fehlmann die Automatisierung, denn zahlreiche Projekte laufen bei uns parallel zueinander. Mit der Automatisierung sind wir da jetzt wesentlich effizienter.“
Nun werden in der Abteilung von Thomas Wenz zwar überwiegend Prototypen gefertigt. Durch diese Automatisierung ist man allerdings auch in die Stückzahlen gegangen. Das heißt, 12 Stunden werden die Maschinen für Prototypen genutzt und nachts werden über 8,5 Stunden Losgrößen zwischen 50 bis 100 Stück mannlos gefertigt. Auf Grund der Steigerung der Maschinenstunden und des Durchsatzes wurden so Bauteile, die hinsichtlich der Präzision oder auch technologisch kritisch waren, bislang aber extern vergeben waren, wieder zurückgeholt. In diesem Zusammenhang ist das für Thomas Wenz und Produktionsleiter Heiko Breckwoldt ein weiterer positiver Aspekt, dass man nach Machbarkeitsstudien, Kostenvergleichen für die spätere Fertigung bei den anschließenden externen Ausschreibungen für die Serie meist den Zuschlag erhält.
Flexibilität schützt vor Produktionsstillstand
Im Zuge einer Modernisierung des Maschinenparks sowie einer anstehenden Investition für den Bereich Ausbildung zum Fertigungsmechaniker sollte dann in ein weiteres Bearbeitungszentrum investiert werden. Im Anforderungsprofil stand dafür ein gewisses Niveau für die Auszubildenden. Es sollten aber zur Picomax 60 hinsichtlich der Steuerung und Werkzeugaufnahmen gemeinsame Standards gegeben sein. Beeindruckt hat hier die Präzisions-Fräs- und Bohrmaschine Picomax 56 durch die Kombination manuell mit Handrad und den CNC-Modus sowie die L-Version mit langem Tisch. Zu dieser Ausführung wurde zusätzlich noch in eine vierte Achse und Spannsysteme investiert. Heiko Breckwoldt sieht in der Picomax 56 allerdings mehr als nur eine Fräs- und Bohrmaschine: „Die Investitionsentscheidung ist uns bei dieser Maschine relativ leicht gefallen, denn diese hat bei entsprechenden Losgrößen und Teilespektrum in jedem Fertigungsbetrieb ihre Daseinsberechtigung. Wir bekommen auch Nacharbeit. Da ist beispielsweise in Bauteilen extern eine Bohrung falsch gesetzt worden oder ein Gewinde fehlt. Derartige Korrekturen müssen bei uns aber sehr schnell durchgeführt werden, weil ja sonst die Produktion stehen würde. Das ist mit der P 56 problemlos und absolut präzise möglich.“
Diese Flexibilität erreicht man, da der Arbeitstisch mit 800 mm die Bearbeitung von Plattenmaterial 600 x 700 mm ermöglicht und zudem den Aufbau der vierten Achse plus die Aufnahme von zwei Schraubstöcken zulässt. Mit einem speziellen Spannsystem von Lang lässt sich darauf so selbst eine 4-Seitenbearbeitung durchführen. Andererseits kann man durch die identischen Werkzeugaufnahmen, Spannsysteme und die Steuerung jederzeit bei Engpässen von der Picomax 60 auf die 56 ausweichen. ■
Agilent Technologies Manufacturing GmbH & Co. KGwww.agilent.com
Fehlmann AGwww.fehlmann.com
3 µm Toleranzen
sind bei Agilent nichts Ungewöhnliches. Deshalb war für die Verantwortlichen bei der Investition in ein Bearbeitungszentrum klar, dass die Präzision oberste Priorität hat.
Hier finden Sie mehr über:
Teilen:




















{kind=link}