
In mancher Fertigungszelle steckt mehr Potenzial als auf den ersten Blick erkennbar. Eine klare Prozesstrennung kann zusätzliche Kapazitäten schaffen, wenn sich Werkzeugmaschine und Roboter die Arbeit „gerecht“ teilen.
▶
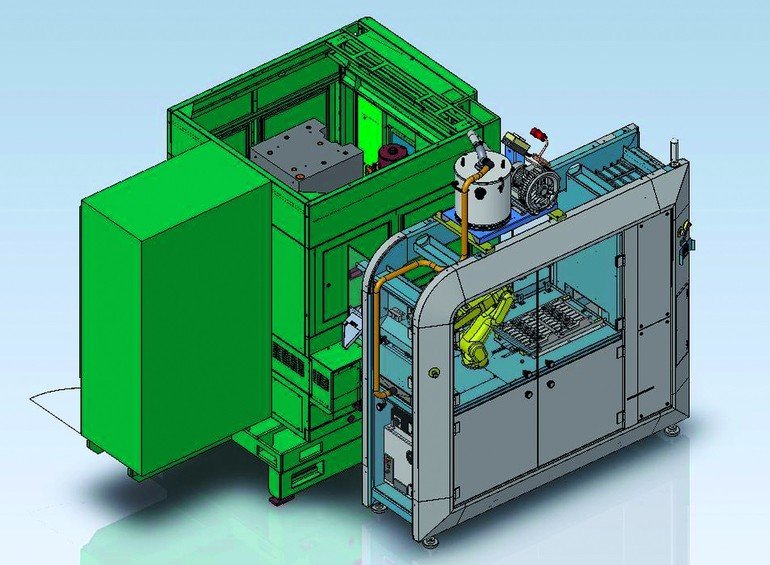
Ein Fallbeispiel: Bei der Beschaffung einer Drehmaschine samt Automation plante der Betreiber durchaus übliche 15 bis 20 Prozent Produktivitätsreserven ein. Als Drehmaschine wurde eine Vertikaldrehmaschine beschafft, als Roboterzelle eine ROBAX SRZ 200/7-14P von HandlingTech. Die Anlage wurde so ausgelegt, dass nicht schon bei der ersten Auftragserweiterung wieder hätte investiert werden müssen. Doch diese Reserve war bald ausgeschöpft. Die Hoffnungen des Betreibers auf steigende Stückzahlen hatten sich mehr als erfüllt. Mit bislang üblichen Planungsansätzen wäre zur Kapazitätserweiterung eine zweite Maschine samt Automation erforderlich gewesen – und damit eine weitere, beachtliche Investition samt Kapitalbindung.
Das von HandlingTech in diesem Fall vorgeschlagene Konzept verfolgt einen anderen Ansatz und basiert auf maximaler Nutzung bereits vorhandenen Equipments und bestehender Kapazitäten. Die Lösung heißt: Wirtschaftlich fertigen durch Prozessverlagerung in die Roboterzelle. Dazu wurden der gesamte Ablauf analysiert und die Prozessschritte neu geordnet. Die Taktzeit von 24 Sekunden, so hatte die Analyse ergeben, setzte sich aus der Zeit für die Drehbearbeitung und den Entgratprozess zusammen.
Da normalerweise die Bearbeitungsmaschine den größten Teil der Investition ausmacht, ist deren Arbeitszeit die Hauptzeit des Prozesses. In diesem Fall ließ sich der zweite Prozess, das Entgraten, eindeutig vom Drehen trennen und parallel zur Hauptzeit in die Roboterzelle verlagern. Bis dahin hatte der Roboter einzig die Aufgabe, die Drehmaschine zu be- und entladen. Das tat er schnell, jedoch mit reichlicher Standzeit. Da es sich im vorgestellten Fall um einen Entgratprozess zum Entfernen von Flittergrat handelt, war die zusätzliche mechanische Beanspruchung des Roboters überschaubar. Die Taktzeit war für den schnellen Sechsachser ohnehin gut zu schaffen. Da der Roboter die Drehmaschine mit einem Doppelgreifer be- und entlädt, das Werkstück also ohnehin schon gegriffen hat, war es naheliegend, zum Entgraten das Werkstück zu führen. So muss das Werkstück nicht noch einmal eigens gespannt werden. Bevorratet wird die Zelle mit einem Vertikalschubladenspeicher. Die autonome Laufzeit der Anlage ergibt sich aus den üblichen Faktoren und liegt bei insgesamt vier Stunden. Die Roboterzelle – auch das ein kostendämpfender Faktor – musste nicht erweitert werden. Die HandlingTech-Zelle bietet so viel Platz, dass die erforderlichen Entgratwerkzeuge gut Platz fanden.
Mit der Prozessverlagerung in die Roboterzelle erzielt der Betreiber einen deutlich höheren Durchsatz. Denn die Taktzeit konnte von 24 auf 12 Sekunden reduziert werden. Die erforderlichen Investitionen lagen nur beim Bruchteil dessen, was für eine zweite Fertigungszelle erforderlich gewesen wäre.
Raus oder rein in die Maschine?
Ein Prozess muss nicht zwingend aus der Bearbeitungsmaschine in die Automation verlagert werden. Sehr viel seltener, aber durchaus denkbar ist der umgekehrte Weg, einen Prozess aus der Peripherie in eine Bearbeitungsmaschine zu verlagern, um die gesamte Anlage effizienter zu nutzen. Das wäre beispielsweise der Fall, wenn in einer mehrspindligen Maschine die Möglichkeit bestünde, zusätzlich zum Drehen oder Fräsen mit entsprechendem Werkzeug auch noch zu entgraten. Ein dritter Weg zu mehr Wirtschaftlichkeit durch Prozessverlagerung ist, einen Prozess von außerhalb in die Zelle zu verlagern. Günstig auf die Kosten der Umgestaltung wirkt es sich aus, wenn zum einen noch Platz in der vorhandenen Roboterzelle und der Roboter nicht ausgelastet ist.
In einem aus der HandlingTech-Praxis stammenden Beispiel ging es darum, den Roboter einer bereits automatisierten Schleifmaschine zusätzlich zu nutzen und einen weiteren Prozess zu integrieren. Bis zur Reorganisation hatte der Roboter, ein Fanuc M-10iA, die Aufgabe, die Schleifmaschine zu be- und entladen. Nach der Schleifbearbeitung erfolgt noch eine Laserbeschriftung. „Das geht noch effizienter“, sagten sich die Betreiber und so wurde ein zusätzlicher Prozess zur Oberflächenvergütung in die Zelle integriert. Der mit Doppelgreifer ausgestattete Roboter fährt nach der Entnahme der Werkstücke aus der Schleifmaschine zunächst an eine Abblasstation. Dann werden die Teile in der zusätzlich integrierten Station oberflächenbearbeitet, wie bisher beschriftet und dann in einer Fertigteilepalette abgelegt. Das komplette Handling zwischen den einzelnen Stationen obliegt dem Roboter. Vor allem beim Werkstückwechsel kann und muss der Roboter nun seine maximalen Beschleunigungen ausnutzen.
Die einzelnen Stationen in der Zelle wurden so angeordnet, dass die Reichweite des Roboters ausreicht. So wurden bei dem Projekt nicht nur die Kosten minimiert, sondern auch der Platzbedarf gering gehalten. Die wahre Einsparung: Drei Prozesse laufen parallel. Ein weiterer Vorteil für den Betreiber ergibt sich aus dem nahtlosen Ablauf, denn die Teile müssen für die Oberflächenbehandlung nicht noch an eine andere Stelle im Betrieb gebracht werden. So wird die Zelle mit Rohteilen bestückt und fertig bearbeitete Teile werden „geliefert“.
Entscheidend für den Erfolg einer Prozessverlagerung sind dafür geeignete Prozesse. Dabei sind nicht nur die reinen Prozesszeiten zu vergleichen. Gerade bei einem Prozess wie Entgraten lässt sich das zeigen. Einen Roboter allerdings als Fräsmaschine in Hochpräzisionsanwendungen zu „missbrauchen“, wäre das falsche Signal. Weniger anspruchsvolle Prozesse beherrscht ein aufgabengerecht ausgelegter Roboter. Da kann es durchaus sinnvoll sein, Vorgaben hinsichtlich Oberflächengüte oder Bearbeitungstoleranzen aus der Fertigung in die Analyse einzubeziehen. Vielleicht würde man dann feststellen, dass nicht alle Oberflächen, sondern lediglich Funktionsflächen mit geringsten Toleranzen und höchsten Oberflächengüten zu bearbeiten sind. Aber das ist ein anderes Thema.
HandlingTech Automations-Systeme GmbH
Der Autor
Volker Renz, Technologieberater/Vertrieb, HandlingTech Automations-Systeme GmbH.
Unsere Webinar-Empfehlung

Warum braucht es den digitalen Zwilling einer CNC Maschine in der Produktion? Was ist der digitale Zwilling einer CNC Maschine und wie entsteht er?
Teilen:




















{kind=link}