
In der Serienfertigung werden seit jeher effizienteste Bearbeitungssysteme eingesetzt. Horizontale Doppelspindler gewinnen seit Jahren ungebrochen an Bedeutung. Technische Entwicklungen und Innovationen der letzten Jahre haben einen weiteren Schub gebracht. Der folgende Beitrag wirft einen Blick ins Detail. Die Kriterien, die diese Entwicklung weiter unterstützen, werden im Folgenden thematisiert.
▶
Um den maximalen Nutzen des Doppelspindlers zu erzielen, kommt es auf die anforderungsgerechte Konfiguration an: Ein lange Zeit probates Konzept war das des Doppelschwenkträgers. Für vierachsige Bearbeitung, die oftmals zwei Aufspannungen erforderlich macht, ist der Doppelschwenkträger bei leichten Zerspanungen auch sicherlich gut einsetzbar.
Die Nachteile bei zwei Aufspannungen liegen in den hohen Stückkosten infolge des kostenintensiven Umspannens sowie in möglichen Qualitätseinbußen. Bislang waren der fünfachsigen Bearbeitung beim Doppelschwenkträger aus Gründen der begrenzten Flugkreise in den Schwenkachsen enge Grenzen gesetzt und somit die Komplettbearbeitung in nur einer Aufspannung nicht immer möglich. Heute jedoch ermöglichen die fünfachsigen Bearbeitungszentren von Licon die bevorzugte Bearbeitung in nur einer Aufspannung auch bei großen Bauteilen und sogar bei Schwerzerspanung.
Die doppelspindligen Bearbeitungszentren von Licon zeichnen sich durch eine optimierte Abstimmung der Fahrwege und Schwenkkreise aus. So werden Toleranzen bei Bearbeitung auf Umschlag selbst bei schwer zerspanbaren Bauteilen mit einem Kubus von 500 mm von besser als 20 µm erreicht, bezogen auf den gesamten Temperaturgang der Maschine.
Systemsteifigkeit
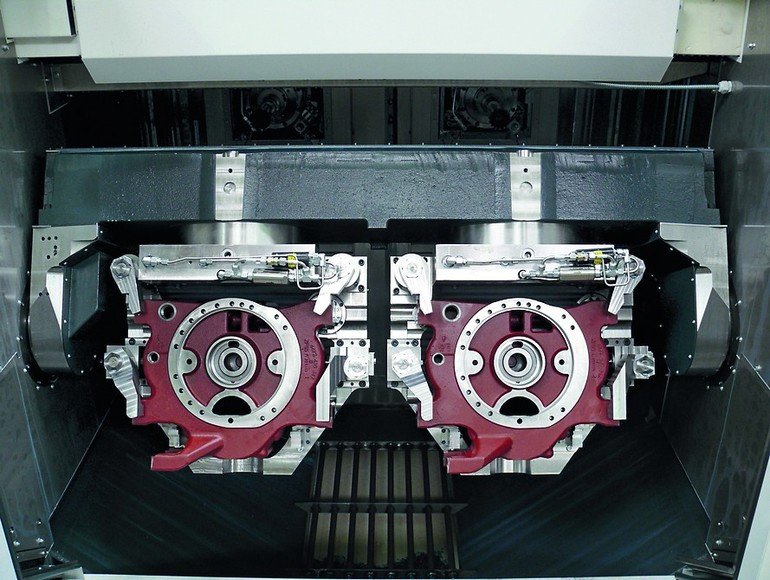
Die dynamische Gesamtsteifigkeit der Werkzeugmaschine ist entscheidend für die Qualität der mechanischen Bearbeitung. Zerspankräfte entstehen an der Schneide und wirken in beide Richtungen, auf das Werkzeug und auf das Werkstück. Das Bearbeitungszentrum muss als Gesamtsystem auf beiden Seiten optimal gestaltet sein. Zur Vermeidung von Schwingungen und Deflektionen ist ein beidseitig steifes System erforderlich und dies auf der ganzen Bandbreite des dynamischen Einsatzspektrums.
Die horizontal angeordneten Spindeln ermöglichen einen kurzen Kraftschluss und sind bereits eine wesentliche Komponente des Erfolgs. Da sich die Kräfte beider Spindeln addieren, werden alle Doppelspindler für höchste Anforderungen an die Zerspanleistung als horizontale Maschinen ausgeführt. Eine weitere wesentliche Erfolgskomponente ist die Schwenkachse. Jede zusätzliche Schwenkachse reduziert die Steifigkeit des Gesamtsystems. Sie wirken wie die zusätzlichen Matratzen bei der Prinzessin auf der Erbse. Besonderen Einfluss auf die Gesamtsteifigkeit haben verschachtelte Schwenkachsen, wie sie beim Doppelschwenkträger unvermeidbar sind.
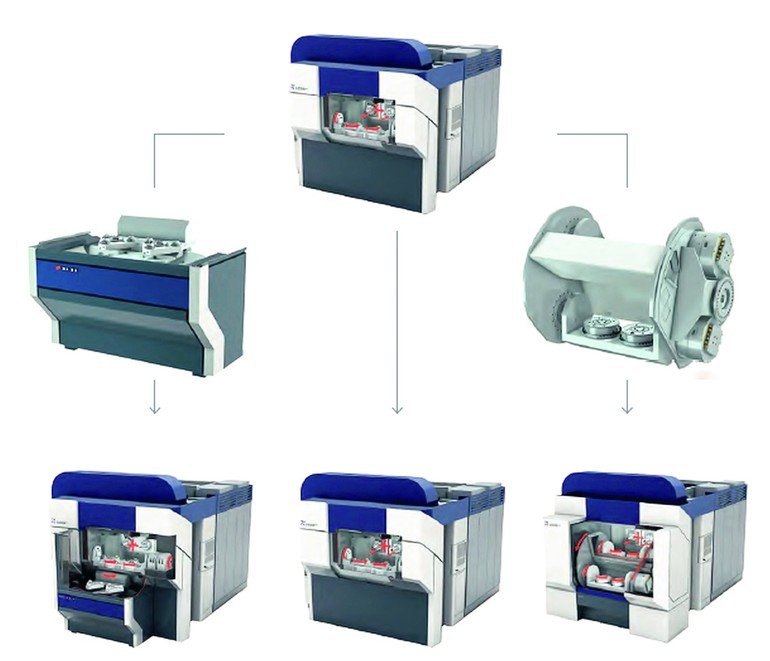
UnterschiedlicheBeladesysteme
Mit unterschiedlichen Varianten in den Beladesystemen heben sich die Licon Bearbeitungszentren besonders ab. Es werden drei alternative Systeme angeboten: Direktbeladung, Doppelschwenkträger oder Palettenwechsler.
Mit dem Doppelschwenkträger kann, wie schon erwähnt, nur eine begrenzte Steifigkeit und damit Zerspanperformance der Maschine erreicht werden, da die Elastizität der Schwenkachsen von der Brücke (A-Achse) und der Schwenktrommel (W-Achse) sich systemisch addieren und somit zu potenzierter Reduktion der Steifigkeit führen.
Das LiFLEX Bearbeitungszentrum mit Doppelschwenkträger (DT) wird vorwiegend bei flachen Aufspannsituationen, also mit liegenden Teilen, in der 4-Achs-Bearbeitung eingesetzt. Bei Bearbeitungen mit geringeren Zerspankräften werden auch fünfachsige Ausführungen umgesetzt.
Systeme ohne W-Achse und damit Maschinen, die direkt beladen werden, erreichen somit eine deutlich höhere Steifigkeit, was sich in höherer Zerspanleistung und Präzision auszahlt. Die fünfachsige Bearbeitung von stehenden Werkstücken ist ein solcher Bedarfsfall. Dafür bietet der Modulbaukasten der LiFLEX Bearbeitungszentren zwei Beladeoptionen. Eine Option stellt die Direktbeladung (DL) dar. Die Schwenkbrücke ist direkt mit dem Maschinengestell steif verbunden. Diese Lösung führt jedoch zu unproduktiven Zeiten während der Beladung. Da sie jedoch sehr kostengünstig ist und die Beladezeiten mit Automatisierung minimiert werden können, ist diese Lösung durchaus gängig, insbesondere bei länger dauernden Bearbeitungen. Höchste Gesamtsteifigkeit in Kombination mit hauptzeitparalleler Beladung bietet das Bearbeitungszentrum mit Palettenwechsler.
Palettenwechsler
Der patentierte Licon Palettenwechsler ist führend durch seine innovative Konzeption. Er ermöglicht die Beladung am Rüstplatz, während im Arbeitsraum die Werkstücke bearbeitet werden. Gleichzeitig nutzt er die identische Schwenkbrückenkonzeption wie die direktbeladene Maschine. Durch Abwesenheit der W-Achse ist das System ebenso steif. Der Palettenwechsler bietet weitere Vorteile. Er ermöglicht bei gleicher Baugröße, z. B. Spindelabstand 450 mm, einen größeren Störkreis und Bearbeitungskubus im Vergleich zur Variante des Doppelschwenkträgers. Der resultierende Vorteil der stehend fünfachsigen Komplettbearbeitung wurde bereits oben erläutert.
Die Flexibilität macht dieses System noch erfolgreicher. Das bei diesem Palettenwechsler immer enthaltene hydraulische Nullpunktspannsystem ermöglicht es, Umrüstvorgänge in kürzester Zeit durchzuführen. Ein Wechsel der Paletten mit Spannvorrichtung kann in wenigen Minuten durchgeführt werden, was auch durch die gute Zugänglichkeit zu den Spannvorrichtungen unterstützt wird. Somit ist dieses System ideal bei häufigem Wechsel der Bauteile.
LiFLEX ist Programm
Licon baut seit über 60 Jahren Werkzeugmaschinen. Seit ca. zwei Jahrzehnten fordert der Markt zunehmend flexible Lösungen, um den kürzeren Bauteilzyklen und der gestiegenen Variantenvielfalt gerecht zu werden. Dem Niedergang der Transferstraßen-Technik hat Licon mit dem LiFLEX Programm flexible Lösungen entgegengesetzt:
- Einspindlige BAZ 750 bis 1200 mm Arbeitsbreite
- Doppelspindlige BAZ von 400 bis 1050 mm Spindelabstand
- Mehrspindlige Rundtakttransferanlagen
- Passgenaue Beladungsoptionen, Direktbeladung, Doppelschwenkträger und Palettenwechsler
- MMS oder KSS Bearbeitung
- Höchste Umrüst-Flexibilität mit Nullpunktspannsystem.
Licon mt GmbH & Co. KG
Der Autor
Winfried Benz, Geschäftsführer, Licon mt GmbH & Co. KG.
Teilen:



















{kind=link}