

Durch die Weiterentwicklung von Werkzeugen und Verfahren lässt sich heute das Bürsten bei kleinen Zeitspanvolumen auch zum Zerspanen einsetzen. Als wichtigster Anwendungsfall ist dabei das Entgraten zu nennen, aber auch zur Oberflächenbearbeitung bzw. zur Verringerung der Rauheit kann das Bürsten eingesetzt werden.
Autoren: Daniel Landenberger, Rolf Steinhilper
Welche Möglichkeiten stecken im Verfahren des Bürstspanens zum Optimieren von Fertigungsprozessen? Am Lehrstuhl Umweltgerechte Produktionstechnik der Universität Bayreuth wurden dazu im Rahmen eines Drittmittelprojekts zwischen den drei größten deutschen Herstellern von technischen Rundbürsten sowie dem größten Schleiffilamenthersteller in Deutschland Grundlagenuntersuchungen durchgeführt. Wichtigste Ziele der Zusammenarbeit waren die Untersuchung des Feinbearbeitungspotenzials sowie die Erschließung neuer Anwendungsfelder für das Bürstspanen.
Um bei den Bürstspanversuchen reproduzierbare Ergebnisse zu erhalten, wurde der Versuchsaufbau in ein Dreh-/Fräsbearbeitungszentrum integriert. Als Werkzeuge (Abb. 1) kamen Außenrundbürsten zum Einsatz, als Werkstück ein vorgedrehter Zylinder. Durch die angetriebenen Werkzeugplätze des Dreh-/Fräsbearbeitungszentrums lassen sich die Drehzahlen von Werkstück und Werkzeug unabhängig voneinander wählen, d.h. die Bürstwerkzeuge sind je nach Ausführung wie Schleifscheiben, Scheiben- oder Zylinderfräser einsetzbar.
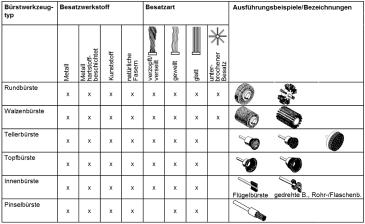
Für die spanende Bearbeitung auf Werkzeugmaschinen kommen in der Praxis ausschließlich rotierende Bürstwerkzeuge in Betracht. Abhängig vom Bürstentyp können verschiedene Werkstückformen und -flächen bearbeitet werden. Je nach Hersteller werden von den einzelnen Bürstentypen weitere, nach Kundenwunsch hergestellte Varianten angeboten. Hauptunterscheidungsmerkmale sind der Besatzwerkstoff und die Besatzart (Abb. 2). Bei den Besatzwerkstoffen werden Metalle, Kunststoffe und Naturfasern verwendet. Metallische Besatzwerkstoffe sind z.B. Messing, niedriglegierter Stahl oder auch nichtrostender Edelstahl. In Sonderfällen – beispielsweise um große Abtragsleistungen zu erhalten – werden die metallischen Borsten mit Hartstoffen beschichtet.
Zum Bürstspanen mit Borsten aus Kunststoffen werden überwiegend Polyamide mit eingelagerten Hartstoffen – z.B. Siliziumkarbid- oder Aluminiumoxidkörner – verwendet.
Neben Kunststoffen kommen auch natürliche Borsten in Betracht, mit denen jedoch bei metallischen Werkstoffen ohne weitere abrasive Pasten (Ausnahme Palmblattfasern, vgl. [1]) kein Spanen möglich ist.
Bei den Besatzarten werden verzopfte, gewellte und glatte Borsten unterschieden. In der genannten Reihenfolge nimmt die Steifigkeit des Besatzes ab, d.h. glatte Borsten haben bei sonst gleichen Eigenschaften eine geringere Steifigkeit als verzopfte Borsten. Verzopfte Borsten sind nur bei metallischen Besatzwerkstoffen zu finden.
Erreichbare Oberflächenrauheiten
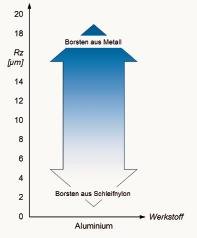
Als wichtiger Konstruktionswerkstoff, der häufig auch für Sichtflächen eingesetzt wird, wurde Aluminium (AlCuMgPb) untersucht. Beim Werkstoff Aluminium lassen sich mit Schnittgeschwindigkeiten zwischen 100 und 1 800 m/min und hartstoffdurchsetzten Kunststoffborsten (Schleiffilamente) bei unterschiedlichen Körnungen Rauheiten Rz von ca. 0,5 µm bis 12 µm erreichen (Abb. 3). Im Vergleich dazu lassen sich mit Drahtborsten Rz-Werte zwischen 10 µm und 20 µm einstellen. Neben der Körnung der Filamente sowie der Schnittgeschwindigkeit haben folgende Parameter wesentlichen Einfluss auf die erreichbare Oberflächenrauheit:
- Vorschubgeschwindigkeit
- Zustellung
Anwendungsfelder des Bürstspanens
Die wichtigsten Vorteile des Bürstspanens sind:
- Breite Auswahl unterschiedlicher Borstenwerkstoffe verfügbar
- Gezielte Einstellung der Oberflächenrauheit möglich
- Gezielte Beeinflussung der Oberflächenstruktur möglich (z.B. gekreuzte Oberflächenstrukuren)
- Geringes bis kein Aufmaß erforderlich
- Bearbeitung großer Flächen in kürzester Zeit
Durch die genannten Vorteile ist das Bürstspanen mit geometrisch unbestimmter Schneide ideal zur Feinbearbeitung von Werkstücken einsetzbar. Durch das geringe Zeitspanvolumen ergänzt es z. B. bei der Feinbearbeitung von Werkstücken im Formen- und Modellbau Verfahren mit geometrisch bestimmter Schneide [4].
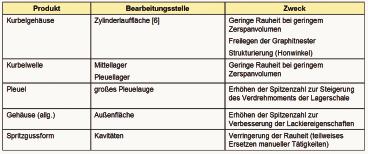
Das Bürstspanen ist ferner besonders zur Feinbearbeitung von komplexen Werkstücken geeignet. Durch die große Flexibilität der Borsten passt sich das Werkzeug der Werkstückkontur an. Ein Anwendungsbeispiel hierfür ist die Instandsetzung von Kurbelgehäusen von Verbrennungsmotoren [5], wo Zylinderlaufbahnen mit Bürsten bearbeitet werden.
Grundsätzlich ist das Bürstspanen zur Fein- oder Finishbearbeitung der meisten Werkstoffe geeignet, die auch mit den üblichen Verfahren wie Drehen, Fräsen, Schleifen oder Honen bearbeitet werden können. In der Abbildung 4 sind die wichtigsten bestehenden oder potenziellen Anwendungsfälle zusammengefasst.
Literatur
[1] Przyklenk, K.: Bestimmen des Bürstenverhaltens anhand einer Einzelborste. Dissertation, Springer, Berlin, 1985
[2] Maier, R.: Bürsten in der Praxis. In: Thilow, A.: Entgrat-Technik – Entwicklungsstand und Problemlösungen. 2. Auflage, Expert, Renningen, 2005, S. 166
[3] Schäfer, F.: Entgraten – Theorie, Verfahren, Anlagen. Krausskopf-Verlag, Mainz, 1975, S. 86
[4] Landenberger, D.: Neues Verfahren – Praxistauglich? – Verringerung der Oberflächenrauheit durch 5-Achs-Bürstspanen im Modellbau. In: Special Tooling 2/2006, S. 34–35, NC-Verlag, Hannover, 2006
[5] Kuss, K.: Filmreif – Honbürsten erhöht die Oberflächenqualität von Zylinderlaufbahnen. In: Krafthand, 22/2004, S. 20–21, Krafthand Verlag, Bad Wörishofen, 2004
[6] Klink, U., Flores, G.: Innovative Hontechnologie für zunehmend höher beanspruchte Bauteile. Seminar Moderne Schleiftechnologie und Feinstbearbeitung, Villingen-Schwenningen, 2004, S. 1–21
Universität Bayreuth Lehrstuhl Umweltgerechte Produktionstechnik Tel. 0921/557317, Fax 0921/557305 www.lup.uni-bayreuth.de
Teilen:




















{kind=link}