


Zum Herstellen von Innenkonturen in engen Bohrungen hat die JEL Precision Tools GmbH & Co. KG, Stuttgart, ein Unternehmen der Komet Group, ein Zirkularstechdrehwerkzeug entwickelt, das eine wirtschaftlichere Alternative zu den bisherigen Werkzeugen bietet.
Zum Fertigen von Innenprofilen, insbesondere von Nuten in engen Bohrungen, werden bisher drei Verfahren angewendet. So ist das Zirkularfräsen von Innennuten ein sehr teures Fertigungsverfahren, weil zum einen die Bearbeitungszeit sehr lang dauert und zum anderen der Schaft des Zirkularfräsers nur dünn ausgeführt werden kann. Daher kommt es bei langen Auskragungen unvermeidlich zu Aufschwingungen des Werkzeugs
infolge der auftretenden Zerspankräfte und somit zu Rattererscheinungen, die die Bearbeitungsgenauigkeiten und Standzeiten erheblich negativ beeinflussen.
Das Erzeugen der Innennuten mit einem mechanisch aussteuerbaren Planschieberausdrehkopf als zweites mögliches Verfahren, wie es in der Praxis als Alternative zum Zirkularfräsen genutzt wird, ist wegen des mechanischen Verschleißes in der Großserienfertigung ebenfalls kritisch zu betrachten.
Die dritte Möglichkeit besteht im Einstechdrehen auf einer
Drehmaschine.
Bei Drehteilen ist es die wirtschaftlichste Lösung, weil die Inneneinstiche in einem Durchgang mit anderen Dreharbeiten ausgeführt werden können.
Da sowohl das Zirkularfräsen auf einer Fräsmaschine als auch
das Einstechdrehen auf einer Drehmaschine keine effektive
Fertigung zulassen, wurde vom Werkzeughersteller JEL gemeinsam mit dem Maschinenhersteller SW das bei Drehmaschinen übliche Einstechdrehen von Innennuten auf eine dreiachsige bahngesteuerte Fräsmaschine übertragen und zur Praxisreife gebracht.
Mit diesem neuen Fertigungsverfahren wollte man eine wirtschaftlichere Bearbeitungsmöglichkeit zur Erzeugung von Innennuten in neuentwickelten Bremskomponenten aus einer Aluminiumlegierung erarbeiten.
Das Zirkularstechdreh-werkzeug
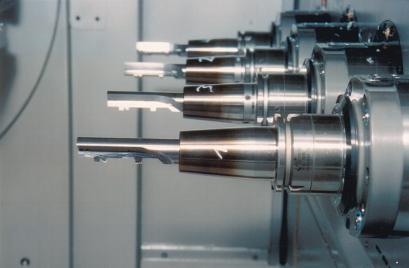
Der Grundkörper des Zirkularstechdrehwerkzeugs besteht aus einem zylindrischen Schaft, der in einen geradegenuteten Schneidteil übergeht. Zur Abstützung und zur Erhöhung der Steifigkeit der herausragenden Schneiden hat der Schneidteil ein sich verjüngendes Abstützprofil.
Der Werkzeugschaft wird so groß wie möglich bemessen, um das Werkzeug trotz großer effektiver Auskraglänge bis zu
230 mm schwingungsfrei zu halten und dadurch Ratterneigungen zu vermeiden.
Um die Späne des langspanenden Aluminiumwerkstoffs aus
der Bohrung zu bekommen, wurden die Austrittsöffnungen
des Kühlschmierstoffs im Grundkörper des Werkzeugs so
gestaltet, dass das Kühlmittel rückwärtsgerichtet aus den
Öffnungen heraustritt und direkt auf die Schneide trifft.
Dadurch wird der abfließende Span mit dem Kühlflüssigkeitsstrom durch die gerade Spannut nach außen befördert.
Das Werkzeug ist hochgenau ausgeführt, um den teilweise
hohen Qualitätsanforderungen an Innennuten zu genügen.
Daher muss das Werkzeug in einen Halter eingepresst oder
eingeschrumpft werden. Nur so lassen sich die benötigten
kleinen Toleranzen der Rundheit, der Konzentrizität und
des Planlaufs der Nutflanke erzielen, die beispielsweise für die Funktion neuer Bremskomponenten im Automobilbau notwendig sind.
Drehprozess auf dem Bearbeitungszentrrum
Beim Zirkularstechdrehen handelt es sich um einen Drehprozess, der auf einem Bearbeitungszentrum verwirklicht wird. Bei diesem neuen Fertigungsverfahren wird das Werkzeug um das stillstehende Werkstück auf einer von der Steuerung erzeugten zirkularen Interpolationskreisbahn geführt. Dabei steht die Schneide und somit die Schneidengeometrie an jedem Punkt der Kreisbahn senkrecht zur Tangente des Bohrungszylinders. Daher dreht sich das Werkzeug während eines Kreisumlaufs um das Werkstück nur einmal um die eigene Achse.
Gegenüber dem Zirkularfräsen wird die Bearbeitungszeit für eine Nut deutlich verkürzt.
Fertigungsablauf
Zur Erzeugung von innenliegenden Nuten durch Zirkularstechdrehen wird eine in derselben Spannlage fertig bearbeitete Bohrung vorausgesetzt. Nach dem Einwechseln des Zirkularstechdrehmeißels in die Spindel wird das Werkzeug in die Bohrung eingeführt und die Schneide positioniert. Nun wird die Schneide an die Bohrungswandung herangeführt und in Eingriff gebracht. Danach erfolgt eine kontinuierliche Zustellung auf einer Spiralbahn bis zur gewünschten Nuttiefe. Dabei läuft das Werkzeug drei bis vier Mal in der Sekunde auf der zirkularen Kreisbahn um. Bei Erreichen der Nuttiefe fährt die Schneide bei Bedarf ein bis zwei Umdrehungen ohne Zustellung auf der Zirkularbahn weiter, um einen exakt konzentrischen Einstich herzustellen. Anschließend wird das Werkzeug tangential aus dem Eingriff genommen, in die Ausgangsposition zurückgezogen und aus der Bohrung herausgefahren.
Durch den tangentialen Werkstoffaustritt wird vermieden, dass sich im Nutgrund ein Absatz bildet. Im Gegensatz zum Zirkulareintauchfräsen bleibt die Schneide beim Zirkularstechdrehen stets im Eingriff. Infolge der exzentrischen und damit stabileren Bauweise der
Werkzeugschneide läuft das Werkzeug ruhig, so dass eine runde Kreisnut mit sehr hoher Oberflächengüte entsteht.
Gegenüber dem Zirkularfräsen wird die Bearbeitungszeit
deutlich verkürzt.
Neuere Maschinensteuerungen bieten eine ausreichende Dynamik, um die beim Zirkularstechdrehen auftretenden kleinen Kreisbewegungen in der notwendigen Genauigkeit und Schnelligkeit auszuführen. Bei der Höhe des Zustellwerts ist die Auskraglänge der Schneide zu berücksichtigen. Je steifer die Verhältnisse an der Schneide sind, um so größer kann die Zustellung gewählt werden. Die Bahngeschwindigkeit hängt vom Eingriffsdurchmesser der nuterzeugenden Schneide ab, so dass bei Schnittbeginn mit einer höheren Umdrehungsfrequenz gefahren wird als am Ende der Nutherstellung. Dadurch lässt sich eine annähernd konstante Schnittgeschwindigkeit erzielen.
Derzeit erlauben die mit herkömmlichen Vorschubantrieben ausgestatteten Fräsmaschinen Bahn- und somit Schnittgeschwindigkeiten von etwa 20 m/min.
Bei der neuen Maschinengeneration mit Linearantrieben können dann die Schnittgeschwindigkeiten auf den doppelten bis dreifachen Wert gesteigert werden.
Grundsätzlich ist das neue Fertigungsverfahren Zirkularstechdrehen sowohl für die Herstellung von Innenkonturen als auch für das Einbringen von Konturen im Außenbereich eines Werkstücks anwendbar. Es kann auf solchen älteren Fräsmaschinen nachgerüstet werden, die eine interpolationsfähige Bahnsteuerung mit hinreichender Dynamik besitzen.
Komet-Group Tel. 0711/788910, Fax 0711/7889111
Unsere Webinar-Empfehlung

Warum braucht es den digitalen Zwilling einer CNC Maschine in der Produktion? Was ist der digitale Zwilling einer CNC Maschine und wie entsteht er?
Teilen:




















{kind=link}