


Zur EMO stellt Heidenhain die neue Drehmaschinen-Steuerung CNC Pilot 3190 vor. Diese Steuerung besteht aus einem IndustriePC mit FlachBildschirm. Die Interpolation der Achsen und die Funktion der integrierten PLC sind auf einer zusätzlichen Einsteckkarte untergebracht. Die SteuerungsEinheit hat eine geringe Einbautiefe, um dem MaschinenHersteller eine optimale Gestaltung des Bedienfeldgehäuses zu ermöglichen. Im Schaltschrank befinden sich die Regelkarten für die digitalen Antriebe und die Module für die PLCEin-/Ausgänge. Die Antriebsregelkarten werden über einen Lichtwellenleiterring und die PLCEin-/Ausgänge über einen seriellen Bus an die Bedieneinheit angeschlossen.
Die CNC Pilot 3190 ist mit rechnergestützten digitalen Regelkreisen aufgebaut. Die gesamte Betriebssoftware ist auf der Festplatte abgelegt. Beim Hochlaufen der Steuerung wird die Software für die Interpolation und die PLC von der Festplatte geladen und den entsprechenden Prozessoren zur Verfügung gestellt.
Anwendungsbereich
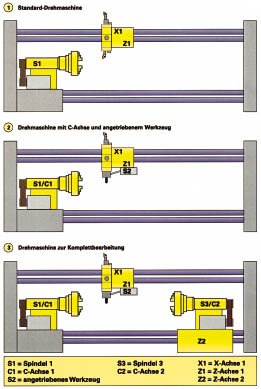
Die CNC Pilot 3190 ist eine CNCSteuerung für die gesamte DrehmaschinenPalette. In der Grundkonfiguration ist die Steuerung für eine Maschine mit X und ZAchse ausgelegt. Sie kann mit einer CAchse und angetriebenem Werkzeug sowie für die Komplettbearbeitung mit in ZRichtung verfahrbarer Gegenspindel erweitert werden (Bild 2).
Eine weitere Ausbaustufe ist die 4AchsBearbeitung mit zwei Kreuzschlitten. Für diese Maschinenkonzepte stehen spezielle Abspanzyklen zur Verfügung, die eine automatische Schlittensynchronisation beinhalten.
Insgesamt ist die CNC Pilot für maximal 16 digitale Achsen ausgelegt. Die Aufteilung der Regelkreise auf maximal 2 Aggregatgruppen (Betriebsartengruppen) und 6 Schlitten (Kanäle) ermöglicht es dem MaschinenHersteller, die CNC Pilot 3190 für sein gesamtes Drehspektrum zu nutzen.
CNC Pilot 3190 als Steuerung für Komplett Bearbeitungsmaschinen
Für die Werkstück-Komplettbearbeitung ist die CNC Pilot 3190 bestens gerüstet. Funktionen wie: CAchsbearbeitung, Fahren auf Festanschlag, Spindelsynchronisation, KoordinatenTransformationen und OEMspezifische Unterprogramme sind in der CNC Pilot 3190 enthalten.
Bei den KomplettBearbeitungsmaschinen erfolgt innerhalb eines OEMspezifischen Unterprogramms die Werkstückübergabe bei laufenden Spindeln. Das Gegeneinanderfahren steuert die Funktion „Fahren auf Festanschlag“. Nach dem beidseitigen Werkstückspannen kontrolliert die Steuerung die Winkellage der Spindeln. Da sich beim Zufassen der Spannbacken das Werkstück verdrehen kann, wird der aufgetretene Winkelversatz bei einer nachfolgenden CAchs-Bearbeitung auf Spindel 2 verrechnet. Anschließend fährt der Spindelkasten mit dem Werkstück frei.
Echtzeitkoppelfunktion
In dem softwaremäßig gesteuerten Interpolationsprozeß der CNC Pilot 3190 ist eine programmierbare Achsverknüpfung integriert. Diese Echtzeitkoppelfunktion ermöglicht es
• Achsbewegungen zu koppeln,
• Achsbewegungen zu überlagern,
• Achsbewegungen mittels mathematischer Verknüpfungen zu verändern.
Die Echtzeitkoppelfunktion kommt bei folgenden Anwendungen zum Einsatz:
• Bei einer Temperaturkompensation, die von der PLC gesteuert wird.
• Beim Mitschleppen von Tandemlünetten, wobei die Werkzeugspitze immer zwischen den beiden Lünettenrollen positioniert bleibt. In diesem Falle wird der Lünettenschlitten an die Werkzeugbewegung in Richtung der ZAchse gekoppelt.
• Beim UnrundDrehen: Hierbei wird die X oder ZAchse in Abhängigkeit der Spindelposition verfahren.
Programmierung in DIN Plus
DIN Plus ist eine an DIN 66025 angelehnte Programmiersprache. Die wesentliche Erweiterung besteht in der vorgegebenen Programmstruktur: Programmkopf – Revolverbelegung, – Spannmittel – Rohteil – Fertigteil – Bearbeitung.
Der Programmkopf kommentiert das Programm. Daten wie Material, Erstellungsdatum, Programmierer und Kommentare stehen dem Dreher an der Maschine zur Verfügung.
Die RevolverTabelle gibt dem Einrichter sofort einen Überblick, welches Werkzeug auf welchem RevolverPlatz erwartet wird. Die RevolverTabelle im DINPlusProgramm wird beim Programmstart automatisch mit der in der Steuerung abgelegten aktuellen RevolverBestückung verglichen. Bei Differenzen erhält der Bediener eine entsprechende Meldung.
Die Spannmitteltabelle zeigt dem Einrichter den für das jeweilige Werkstück vorgesehenen Spannmittelsatz an.
Unter dem Abschnitt Rohteil kann das Rohteil bei einfachen Zylindern oder Rohren als parametrierte GFunktion G20 definiert werden. Gußteile oder Halbfertigteile können als Kontur mit den Funktionen G1 (Geraden) und G2/3 (Rundungen) beschrieben werden. Das Fertigteil wird als Konturzug im Abschnitt Fertigteil beschrieben. Die Beschreibung des Konturzugs wird durch Formelemente wie Fasen, Verrundungen, Freistiche, Einstiche und GewindeElemente vereinfacht. Zur sofortigen Kontrolle stellt die CNC Pilot 3190 die eingegebenen Elemente auf der unteren Bildschirmseite grafisch dar.
Durch die so bestimmten Werkzeuge und Spannmittel sowie Roh und Fertigteil-Konturen kann die Steuerung eine maßstäbliche BearbeitungsSimulation durchführen.
Sowohl die Programmierung der Zyklen als auch die Definition der Formelemente erfolgt in Dialogboxen. Zusätzlich unterstützen aussagefähige Hilfsbilder den Bediener während der Dateneingabe. Reicht diese Information immer noch nicht aus, kann der Bediener über eine InfoTaste Ausschnitte aus dem BenutzerHandbuch am Bildschirm einblenden (Bild 3,4).
Wer sein Werkstück, wie gewohnt, programmieren will, also mit Verfahrwegen, einfachen Drehzyklen wie Plan und LängsZyklus oder Fasen und Verrundungen, kann diese direkt im Abschnitt „Bearbeitung“ eingeben. Somit erlaubt es DIN Plus jedem Anwender, auf „seine Art“ der Programmerstellung zum Ziel zu kommen.
Programmierung in Turn Plus
Das TurnPlusPaket setzt sich aus den beiden Blöcken grafisch-interaktive Werkstückbeschreibung und automatische ArbeitsplanGenenierung zusammen.
Die automatische ArbeitsplanGenerierung erzeugt aus der Werkstückgeometrie und den Technologiedaten ein DINPlus-Programm. Mit Hilfe der grafisch interaktiven Werkstückbeschreibung werden die Roh und Fertigteil-Abschnitte grafisch erzeugt. Die Kontureingabe erfolgt durch eine Aneinanderreihung von Geraden und Bögen.
Länge, Endkoordinaten und Winkel werden in Dialogboxen eingegeben, die hinzugefügte Linie erscheint direkt in der Grafik. Nachdem so die Grundkontur entstanden ist, können Formelemente wie Gewindeabschnitte, Freistiche, Verrundungen, Fasen, Einstiche, eingefügt werden (Bild 5). Bei der Eingabe der Elemente steht dem Programmierer ein HilfsBild zur Verfügung, das alle Eingaben veranschaulicht, die in der Dialogbox abgefragt werden. Bei der Programmierung kann der Anwender auf integrierte DINTabellen für GewindeDaten, Freistiche, Passungsmaße, Berechnungen des Kerndurchmessers bei Innengewinden zurückgreifen.
Für Maschinen mit CAchsfunktion lassen sich Bohr und Fräsarbeiten auf der Stirn und Mantelfläche programmieren.
Um diese Elemente optisch besser zu beurteilen, ist eine Werkstückdarstellung in der Seitenansicht, in der Stirnseitenansicht und in einer Mantelabwicklung möglich. In einem so definierten Werkstück können selbstverständlich Elemente nachträglich verändert, ergänzt oder gelöscht werden. In Turn Plus werden die angewählten Spannmittel grafisch auf dem Bildschirm dargestellt. Der Programmierer kann aus einer Liste von Spannmitteln wählen.
Automatische Programmerstellung auch bei Komplettbearbeitung
Nach Eingabe der Werkstückkontur bietet das TURNPLUS-Paket dem Anwender nun die Möglichkeit, sich das NC-Programm automatisch erstellen zu lassen.
Die automatische Programmgenerierung sucht dafür selbständig aus einer Werkzeugdatenbank die passenden Werkzeuge aus und ordnet diese in die Revolver-Belegungstabellen ein. Vorschübe und Schnittgeschwindigkeiten werden entsprechend des gewählten Werkstoffs und des Schneidstoffs sowie der zugeordneten Bearbeitungsart ausgewählt. Um Kollisionen zu vermeiden, erfolgt an den Spannmitteln eine automatische Schnittbegrenzung. Bei Komplettbearbeitung bindet die CNC PILOT 3190 zwischen die Vorder- und Rückseitenbearbeitung automatisch das maschinenspezifische Programm zur Werkstückübergabe ein. Für Maschinen mit nur einer Spindel erzeugt TURNPLUS aus einer Werkstückbeschreibung zwei NC-Programme. Eines für die Vorderseiten-Bearbeitung und ein weiteres für die Rückseitenbearbeitung
E mav 306
Teilen:




















{kind=link}