




Speziell für Einzelteile und Kleinserien werden CNC-Programme bevorzugt an der Maschine erstellt. Allerdings ist das für Multitaskingmaschinen und 5-achsige Bearbeitung selbst für ausgesuchte Fachkräfte eine kaum lösbare Aufgabe. Einfacher, schneller und zuverlässiger gelingt die CNC-Programmierung mit maschinen- und verfahrensspezifisch abgestimmten Dialogkonzepten.
Befasst sich ein Fertigungsbetrieb beispielsweise als Lohnfertiger oder Formenbauer überwiegend mit Einzelstücken oder kleinsten Losgrößen, zählt vor allem höchste Flexibilität. Auch die CNC-Programme sollen schnell und effizient generiert werden. Deshalb programmiert das Fachpersonal solcher Betriebe bevorzugt in der Werkstatt an der Maschine. Bei Dreh-Fräszentren, sogenannten Multitaskingmaschinen, und 5-achsiger Bearbeitung stößt man allerdings an Grenzen. Um mehrachsige, zum Teil interferierende Eilgang-, Vorschub- und Zustellbewegungen zu koordinieren und zu synchronisieren, finden selbst erfahrene CNC-Programmierer ohne weitere Hilfen nur sehr mühsam und zeitaufwendig passende Lösungen.
CAM-Funktionen und Virtuelle Realität
Auf Multitaskingmaschinen fahren bis zu neun Achsen, auf Bearbeitungszentren bewegen sich bis zu fünf Achsen – je nach Bearbeitung – sogar simultan interpolierend. Dafür sachgerechte und prozesssichere CNC-Programme, womöglich allein durch Vorgeben von NC-Codes in Einzelsätzen, zu generieren, übersteigt das Vorstellungsvermögen gewiefter Spezialisten. Selbst wenn es gelänge, lässt sich der Zeitaufwand wirtschaftlich nicht rechtfertigen. Deshalb haben Steuerungs- und Maschinenhersteller geeignete Konzepte für die Praxis verwirklicht. Diese sollen Fertigungsbetriebe befähigen, mit üblich qualifiziertem Fachpersonal in der Werkstatt flexibel und schnell CNC-Programme für komplexe Bearbeitungen auf 5-Achs-Bearbeitungszentren und für verwickelte Dreh-Fräsbearbeitungen auf Multitaskingmaschinen zu erstellen.
Dabei hat sich ein grundlegendes Prinzip herauskristallisiert: Der Programmierer und der Bediener der Maschinen werden im Dialog geführt. Die Programmierung ist überwiegend an der Geometrie der Werkstücke und der zum Bearbeiten benötigten Prozesse orientiert. Die CNC-Steuerung entlastet den Programmierer somit vom Abstrahieren und Vorausdenken der Achsbewegungen. Das übernehmen integrierte Rechenalgorithmen. Diese generieren selbsttätig nach einer Bearbeitungsanweisung den sinnvollen und zur jeweiligen Maschinenkinematik passenden NC-Code.
Allerdings stellt dieses Programmierkonzept hohe Forderungen an die Softwarestrukturen und die zu berücksichtigenden Daten. Wie Eberhard Beck, Leiter Steuerungstechnik bei Index in Göppingen, berichtet, benötigt man eine Vielzahl an realistischen Daten und Parametern, um mehrachsige Dreh-Fräszentren sinnvoll programmieren zu können. Dazu gehören neben dem 3D-Modell der Maschine die Geometrien und Technologien der Werkzeuge sowie die 3D-Modelle der Spannvorrichtungen. Für eine realistische Simulation und Kollisionsprüfung sind zudem reale Achs-, Antriebs- und Steuerungsparameter der Maschine zu berücksichtigen. Softwarelösungen, die diese Parameter umfassend berücksichtigen, bezeichnet man als Virtuelle Maschine.
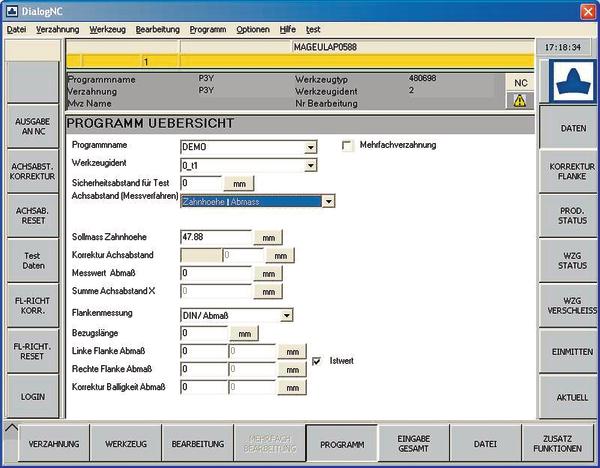
Damit die CNC-Steuerung an der Maschine Zeichnungen und 3D-Modelle von Werkstücken übernehmen, zur CNC-Programmierung editieren, aufbereiten und simulieren kann, benötigt sie eine Vielzahl an Funktionen eines CAM-Systems. Da liegt es nahe, ein CAM-System vollständig oder zumindest in einer angepassten Variante direkt in die CNC-Steuerung zu integrieren. So geschehen unter anderem bei Siemens und Heidenhain. Alle Maschinenhersteller, die diese Standard-CNC-Steuerungen an ihren Maschinen anbauen, profitieren von dieser Ausstattung. So haben unter anderem Index und MAG unter der ergonomischen Bedienoberfläche Sinumerik Operate eine anwenderfreundliche, spezifisch auf die jeweiligen Bearbeitungsprozesse ausgerichtete Dialogsoftware realisiert. Sie führt den NC-Programmierer und Maschinenbediener Schritt für Schritt durch alle Eingabefelder. Beispielsweise bei Wälzfräsmaschinen Modul (MAG) zeigt die an der Bearbeitungstechnologie orientierte Bedienerführung alle Verzahnungsparameter sowie die komplette Werkzeugverwaltung mit Technologiedaten. Beim Programmieren konzentriert sich der CNC-Programmierer ausschließlich auf den Dialog und das Vorgeben von werkstück- und bearbeitungsbezogenen Parametern. Den ISO-DIN-Code generiert die Steuerung im Hintergrund. Das minimiert Programmierfehler. Auf Tastendruck kann der CNC-Programmierer zwischen den Modi CNC und CAM wechseln. Er profitiert von einer intuitiven, leicht verständlichen Kommunika- tion mit der Steuerung. Wegen des Zugriffs auf zahlreiche Funktionen und Features des CAM-Systems (hier NX-CAM von Siemens) kann er innerhalb kürzester Zeit in der Werkstatt den Fertigungsablauf optimieren, bevor er die Bearbeitung startet. Sollte zum Beispiel ein geplantes Werkzeug fehlen, kann er innerhalb kürzester Zeit selbst eines konfigurieren und in sein CNC-Programm übernehmen. Nach dem Generieren eines CNC-Programms simuliert die Virtuelle Maschine die gesamte Maschinenkinematik und die programmierte Bearbeitung in Echtzeit.
Ähnlich arbeiten die CNC-Programmierer an den Dreh-Fräszentren von Index. Dazu führt Eberhard Beck weiter aus: „Nur mit dem Konzept der Virtuellen Maschine, also einem umfassenden Abbild der realen Maschine mit allen geometrischen und kinematischen Parametern, lässt sich die komplexe Bearbeitung auf unseren vielachsigen Dreh-Fräszentren sinnvoll beherrschen. Deshalb bieten wir für unsere Maschinen die selbst entwickelte Dialogsoftware unter Siemens Operate und den direkten Zufgriff auf das CAM-System. Damit versetzen wir den Mann an der Maschine in die Lage, schnell und komfortabel zu programmieren sowie die Bearbeitung realistisch zu simulieren. Somit sorgen wir einerseits für hohe Flexibilität, anderseits für höchste Prozesssicherheit. Unsere Kunden profitieren von minimalem Programmier- und Rüstaufwand. Im Vergleich zu einem konventionellen Programmieren geht es um Kürzungen um bis zu 90 Prozent.“
Besonders vorteilhaft für Maschinenhersteller ist das Softwarepaket CAM-Express. Es unterstützt vor allem mittelständische Hersteller, eine komfortable und intuitiv menugeführte Dialogprogrammierung für ihre komplexen CNC-Maschinen zu realisieren. Die kostengünstige Lösung CAM-Express ist einfach zu installieren. Sie enthält eine große Palette vorkonfigurierter Arbeitsabläufe für unterschiedliche Maschinenkinematiken und -ausstattungen.
Vorgefertigte Zyklen können den CNC-Programmierer wirksam entlasten und seine Arbeit beschleunigen. Beispielsweise DMG Mori Seiki gibt an, dass mit Hilfe exklusiver Technologie-Zyklen auf seinen Dreh-Fräszentren CTX beta 800 TC die Programmierzeiten bis zu 60 % verringert werden können. Ähnliche Zeitvorteile verspricht Heidenhain mit seinen Steuerungen TNC640. Diese werden bevorzugt an 5-Achs-Bearbeitungszentren für den Formenbau angebaut (unter anderem bei Heller). Die Steuerungen enthalten bewährte Zyklen unter anderem zum Erfassen der Nullpunktlage der Rohlinge durch Antasten mit einem Messtaster, zum HSC-Fräsen, zum Auskoffern von Taschen und zum Bearbeiten einer Vielzahl weiterer Standard-Geometrieelemente. Der Programmierer gibt an der Maschine im Dialog lediglich einige Parameter ein, die auf Plausibilität geprüft und übernommen werden. Wie Fertigungstechniker bei Heller bestätigen, kommt die Steuerung von Heidenhain der Arbeitsweise im Werkzeug- und Formenbau sehr weit entgegen. Der CNC-Programmierer plant die Bearbeitung aus Sicht seines Werkstücks mit allen Konturen und Geometrien. Er gibt also lediglich das Konzept und die Verfahren zur Bearbeitung vor. Die Software der CNC-Steuerung berechnet automatisch dazu die passenden (Winkel-)Lagen des Werkstücks im Arbeitsraum der Maschine und die (kollisionsfreien) Fahrbewegungen der fünf Achsen des Bearbeitungszentrums. Verifiziert wird dies alles anhand der 3D-Darstellung des Werkstücks und der Echtzeit-Simulation der Bearbeitung. Für sehr komplexe Werkstücke generiert man die CNC-Programme bevorzugt auf dem für den Werkzeug- und Formenbau spezialisierten CAM-System Cimatron.
Ergonomie für Hard- und Software
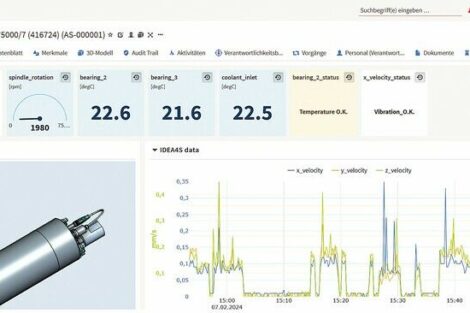
Bei nahezu allen Softwarelösungen kann der CNC-Programmierer am Bildschirm an der Maschine neben den Dialogfeldern auch ein 3D-Modell des Bauteils sehen. Dazu ist die Darstellung am Bildschirm umschaltbar, alternativ teilbar in mehrere Felder (Siemens, Heidenhain, Okuma). Bei der von Okuma selbst entwickelten CNC-Steuerung OSP-300 entspricht die Anordnung von Bedientasten und Bildschirmmenus der üblichen Abfolge beim Programmieren. Der Hersteller bezeichnet dies als Easy-to-Operate-Control. Es kürzt die Programmier- und Einrichtzeiten um bis zu 50 %. Um bis zu 30 % kürzere Programmierzeiten sollen mit den speziellen Dialogen der CNC-Steuerung Mazatrol an Dreh-Fräszentren von Mazak möglich sein. Als ergonomisch günstigere Alternative zu den üblichen, relativ kleinen CNC-Bildschirmen bietet Siemens weitaus größere, auch mit Touch-Screen-Funktion. Damit übernimmt die CNC-Steuerung die von Smartphones gewohnte und von vielen Nutzern als sehr angenehm empfundene Arbeitsweise des Antastens und Wischens mit den Händen und Fingern. Das trägt zu schnellem und intuitiven Arbeiten im Dialog zwischen Mensch und Maschine bei. Derzeit entstehen Kommunikationskonzepte, die übliche Tablet-Computer und Smartphones als Anzeigen und mitunter auch Bediengeräte an industrielle CNC-Steuerungen anbinden (Siemens). Ein solches Konzept hat unter anderem DMG Mori Seiki an den aktuellen Dreh-Fräszentren CTX beta 800 TC verwirklicht. Neben dem speziellen Bedienpult Ergoline unterstützen sogenannte Apps – kleine Softwareeinheiten, die auf einem Bildschirm mit 21,5“ Bilddiagonale per Fingertipp ausgewählt werden – den Programmierer und Bediener. Sie zeigen Betriebszustände und Diagnosen der Maschine. Zudem verbinden sie die CNC-Steuerung der Maschine direkt mit Verwaltungs- und Planungsbereichen im Unternehmen, zum Beispiel einem PPS-System. Das sorgt für eine schnelle und fehlerlose Datenkommunikation. Diese unter dem Überbegriff Industrie 4.0 jüngst viel diskutierten Ansätze führen allerdings auch zu zahlreichen Fragen hinsichtlich der Daten- und Übertragungssicherheit.
Für optimalen Überblick und schnelles Programmieren hat der Maschinenhersteller Hurco seine spezielle, selbst entwickelte CNC-Steuerung Win Max sogar mit zwei Bildschirmen ausgestattet. Das ist einmalig und soll speziell das Fachpersonal bei kleineren Lohnfertigern unterstützen. Denn diese Betriebe wollen meist ohne aufwendige Trainings ihre Mitarbeiter flexibel einsetzen können. Die Steuerung Win Max ist sehr einfach und intuitiv zu bedienen. Sie generiert anhand einiger Parameter die Bearbeitungszyklen automatisch. Wahlweise gibt man an der Maschine über ein externes CAM-System oder durch Einlesen einer DXF-Datei das Werkstück vor. Anschließend sind nur noch die Technologiedaten zu ergänzen. Das beschleunigt signifikant die CNC-Programmierung. Die Dialogprogrammierung kann mit konventionell erstellten NC-Programmen in DIN-Code kombiniert werden. Für 5-achsige Programmierung wählt der Bediener an der Werkstückgrafik auf dem zweiten Bildschirm die zu bearbeitende Ebene und programmiert dann im Dialog mit Parametern. Die gegen Kollision überwachten Schwenkzyklen fügt die Steuerung selbsttätig ein.
Integrierte Überwachung vermeidet Crash
Wegen der Komplexität der generierten CNC-Programme stellt insbesondere die Prozesssicherheit große Forderungen an den CNC-Programmierer und das System Virtuelle Maschine. Deshalb haben sämtliche Steuerungs- und Maschinenhersteller spezielle Software zur Überwachung der programmierten Bearbeitungsprogramme integriert. Dies betrifft vor allem Kollisionen. Bei Heidenhain werden schon im Dialog die Vorgaben in zahlreichen Feldern auf ihre Plausibilität geprüft, die Achsbewegungen zusätzlich bei der Simulation. Bei Siemens und Okuma berechnen und prüfen die CNC-Steuerungen in Echtzeit sowohl bei der Simulation als auch im Bearbeitungsbetrieb die einzelnen Achsbewegungen gegen Interferenz untereinander und gegen Anfahren an Referenzen sowie Endlagen. Das schafft höchste Prozesssicherheit. Erkennt die Software im Verlauf der 3D-Simulation Kollisionen, wird der CNC-Programmierer zu den betreffenden Positionen im CNC-Programm geführt. Er kann korrigieren, bevor Schäden und Verzögerungen im Bearbeitungsprozess entstehen.
Prozesse optimieren
Mit externen CAM-Systemen und speziell mit dem System der Virtuellen Maschine stehen Fertigungsbetrieben heute effiziente und hochwertige Software-Tools zur Verfügung. Sie können damit prozesssichere CNC-Programme generieren. Beim Programmieren an der Maschine geschieht dies hauptzeitparallel. Die generierten CNC-Programme entsprechen rundum in allen Daten und Parametern exakt der Realität. Sie sind auf Kollisionen geprüft und unverzüglich einsatzbereit. Somit minimieren sie die unproduktiven Nebenzeiten, erhöhen die Effizienz und sorgen für maximale Wertschöpfung. Künftig wird es verstärkt darum gehen, mit diesen hochwertigen Software-Tools nicht nur das CNC-Programmieren zu beschleunigen, sondern die Bearbeitungsprozesse bereits vor Fertigungsbeginn zu optimieren. Damit werden Fertigungsbetriebe die herausragenden Vorteile der mehrachsigen Komplettbearbeitung auf Multitaskingmaschinen und 5-achsigen Bearbeitungszentren maximal ausschöpfen können.
Hard- und Software-Tools
Komfortabler, schneller, zuverlässiger programmieren:
Aktuelle Steuerungstechnik bietet umfassende Hard- und Software-Tools für 5-Achs- und Multitaskingmaschinen
spezifisch auf Maschinenkinematik und Bearbeitungsverfahren abgestimmte Programmier- und Bediendialoge im Klartext mit Grafik
realistische 3D-Modelle der Werkstücke, des Maschinenarbeitsraums mit Achskinematik, Spindeln, Spannvorrichtungen, Störkonturen
integriertes CAM-System
3D-Echtzeit-Simulation
Höchste Prozesssicherheit durch Berücksichtigung der realen Achs- und Antriebsparameter
einfachen Zugriff auf Werkzeugdaten
schnelles, meist tabellarisches Editieren von Technologieparametern
bewährte Technologiezyklen
ergonomische Hardware: große, tastsensitive Bildschirme (Touch-Screen), an Programmierfolge und Bedienung angepasste Tasten und Bedienelemente
optimale Software-Ergonomie: Abfolge und Kombination der Dialogfelder an Werkstück und Bearbeitungskonzept ausgerichtet
optionale Datenkommunikation mit externen Telekommunikationsgeräten und Software in anderen Unternehmensbereichen – Industrie 4.0
Der Autor
Konrad Mücke, Dipl.-Ing. Maschinenbau, ist seit über 20 Jahren Fachjournalist für Werkzeugmaschinen, Werkzeuge, CAD/CAM und Automatisierung.
Unsere Webinar-Empfehlung

Warum braucht es den digitalen Zwilling einer CNC Maschine in der Produktion? Was ist der digitale Zwilling einer CNC Maschine und wie entsteht er?
Teilen:



















{kind=link}