




Die Geschichte der Kompressorenbau Bannewitz GmbH, kurz KBB, steht schon fast stellvertretend für die jüngere deutsche Industriehistorie. Kurz nach dem zweiten Weltkrieg gegründet, begann man bereits 1953 mit der Produktion von Turboladern. Dreißig Jahre später war KBB mit 700 Mitarbeitern und einem jährlichen Ausstoß von 1600 Turboladern für Großmotoren einer der größten und innovativsten Hersteller im gesamten Ostblock.
Die deutsche Wiedervereinigung sorgte jedoch für ein abruptes Ende der Erfolgsgeschichte. Der traditionelle Absatzmarkt brach mit einem Schlag weg und neue Kunden in Westeuropa mussten erst gefunden werden. 1993 wurde KBB durch den Einstieg von Holset, einer britischen Tochter des US-amerikanischen Motorenherstellers Cummins, privatisiert und 1999 an die luxemburgische Ogepar-Gruppe weiterverkauft.
Dipl.-Ing. Thomas Nickl, Fertigungsdirektor bei KBB, fasst die Entwicklung des Unternehmens so zusammen: „Seit 1953 werden hier in Bannewitz Abgasturbolader für Großmotoren entwickelt und gebaut. Wir haben seitdem rund 70 000 Abgasturbinen verschiedener Entwicklungsgenerationen ausgeliefert, wobei unsere Turbolader vor allem im Schiffsbau bei Haupt- oder Hilfsantrieben zum Einsatz kommen. Daneben werden sie auch noch bei Diesellokomotiven und in Generatorstationen zur Stromerzeugung genutzt. Mit 180 Mitarbeitern, davon 80 in der mechanischen Fertigung, generierten wir in den letzten Jahren durchschnittlich einen Umsatz um die 30 Millionen Euro und können heute bis zu 3000 Turbolader jährlich produzieren. Darunter sind im Übrigen noch immer Turbolader für Cummins-Baumaschinen und Lkw-Motoren. Wir haben bei dem von uns angebotenen Leistungsbereich von 800 kW bis vier Megawatt schon ein gewisses Alleinstellungsmerkmal, wobei der Schiffsbau mit einem Anteil von um die 80 Prozent unser mit Abstand wichtigster Absatzmarkt ist.“
Maximale Wertschöpfung durch hohe Fertigungstiefe
Dipl.-Ing. Holger Wirth, Leiter Fertigungsdienste bei KBB, erklärt zur Fertigungstiefe des Unternehmens: „Im Gegensatz zu vielen Branchenunternehmen setzen wir hier in Bannewitz auf eine sehr hohe Fertigungstiefe. Alles was rund um unsere Turbolader mechanisch gefertigt und verbaut wird, kommt aus unserer Produktion. Unser erklärtes Ziel ist es, alles was an Wertschöpfung möglich ist, im eigenen Hause zu behalten. Deshalb haben wir unsere eigene Fertigung so strukturiert, dass wir die Vielzahl an Prozessen, die aufgrund der unterschiedlichen Baugrößen und kundenspezifischen Wünschen bestehen, mit unserem Maschinenpark abbilden können. Bestimmende Maßgabe in den letzten Jahren ist dabei die Komplettbearbeitung. Wir versuchen damit alle spanenden Aufgabenstellungen auf nur einer Maschine abzubilden.“
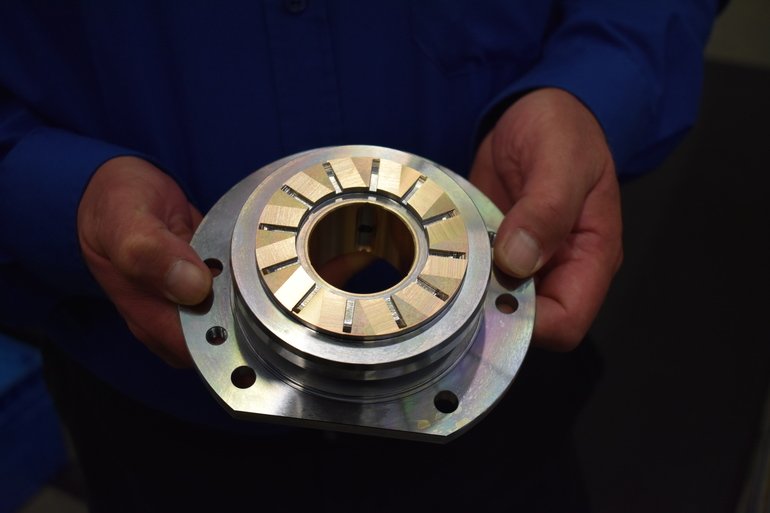
Bereits 2001 wurden erste Schritte in Richtung Komplettbearbeitung mit einer NC-gesteuerten Planschiebermaschine unternommen. Seit 2008 kommen ,echte‘ Multifunktionsmaschinen, sprich Dreh-/Fräszentren, zum Einsatz. Allerdings werden diese nicht überall direkt eingesetzt. So wurde beispielsweise schon 1999 mit der Modernisierung der Lagerfertigung begonnen. Mit zwei Werkzeugmaschinen von Okuma, einem Bearbeitungszentrum MX 55 und einer Drehmaschine LU 15. Die damit gesammelten Erfahrungen waren so gut, dass man im weiteren Verlauf in diesem Bereich in weitere Okuma-Werkzeugmaschinen (LU 400, LU 35, MB 56) investierte.
Als sich 2016 die prognostizierten Stückzahlen aus dem Umfeld der Lagerfertigung immer mehr der absoluten Kapazitätsgrenze näherten, entschloss man sich, nicht weiter nur in neue Werkzeugmaschinen zu investieren, sondern dabei auch die Bearbeitungsstrategie zu überdenken. Anstelle der getrennten Dreh- respektive Fräsbearbeitung sollten künftig alle Bearbeitungen auf einem Dreh-/Fräszentrum der neuesten Generation erfolgen. Holger Wirth merkt dazu an: „In der Vergangenheit waren zwei Drehbearbeitungsgänge – Vorbearbeitung und nach dem Härten die Fertigbearbeitung – und zwei, Arbeitsschritte, einer axial und einer radial, auf dem Bearbeitungszentrum nötig. Wir haben nach einer Lösung gesucht, mit der man diese vier Schritte auf einer Maschine abbilden kann.“
Alle geforderten Toleranzen wurden erreicht
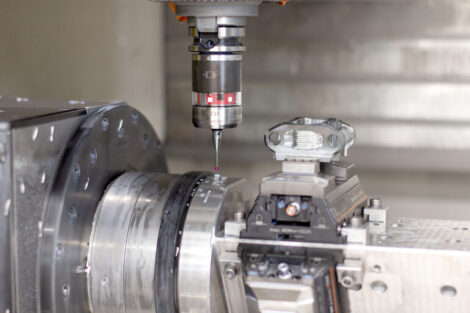
Schon bald kristallisierte sich unter den verschiedenen Alternativen ein klarer Favorit heraus: Eine Okuma Multus U3000. Holger Wirth berichtet über die erste Begegnung mit der Maschine: „Wir haben die Multus im Vorführzentrum der Hommel CNC-Technik GmbH in Langenau genauestens unter die Lupe genommen und im weiteren Verlauf Teile zur Probebearbeitung dorthin geschickt. Die Teile aus der Probebearbeitung haben wir bei uns im Hause vermessen und geprüft. Alle relevanten Maße lagen mindestens in der geforderten Toleranz, meist waren sie sogar deutlich besser, wobei wir als Gesamttoleranzen beim Drehen 22 µm und beim Fräsen 13 µm vorgegeben haben.“
Doch damit allein sind die erreichten Verbesserungen nur unvollständig beschrieben. Andreas Fiedler, verantwortlich für Fertigungstechnologie/Programmierung ergänzt: „Die reine Bearbeitungszeit reduzierte sich in einer Größenordnung um die 30 Prozent, vor allem aber fallen so gut wie keine Rüstzeiten mehr an. Die Durchlaufzeiten minimierten sich deutlich und das alles bei einer gestiegenen Genauigkeit. Wobei wir dabei durchaus Bedenken hatten, da wir bei der Übergabe von der Haupt- auf die Gegenspindel eine potentielle Fehlerquelle vermuteten, aber schnell zeigte sich, dass diese Bedenken völlig gegenstandslos waren. Wir können heute von einer Baugröße auf eine Andere in weniger als einer Stunde umrüsten.“
Andreas Fiedler selbst arbeitet seit 1991 an Okuma-Maschinen und bezeichnet sich selbst als einen echten Okuma-Fan. „Die Okuma Maschinen waren die Ersten bei denen wir nicht immer wieder den Referenzpunkt bestimmen mussten. Wenn man am Freitagabend an einer G6-Passung arbeitete, die Maschine dann ausschaltet und am Sonntagabend wieder in Betrieb nimmt, dann stand die Passung. Das war bei anderen Maschinen nicht der Fall.“
Dahinter ,versteckt‘ sich unter anderem eine patentierte Okuma-Entwicklung: Das Thermo- Friendly Concept, kurz TFC. Tino Hölzel, Gebietsverkaufsleiter Okuma bei der Hommel CNC-Technik GmbH, erklärt dazu: „Maschinenbett mit Bettschlitten- und Reitstockführungen, sowie Montageflächen für Spindelkasten, Servomotoren und Kugelrollspindelaufnahme sind zur Vermeidung von ungleichmäßigen Deformationen durch unterschiedliche thermische Einflüsse aus geometrisch einfachen Elementen konzipiert. So wird eine hohe Maßstabilität bereits ab Kaltstart und sogar bei sich um +/- 8° ändernder Umgebungstemperatur erreicht.
Hinzu kommt, so Dipl.-Ing. Malte Rutsch, Produktmanager Drehen bei der Hommel CNC-Technik GmbH, die hohe mechanische Stabilität der Okuma-Maschinen: „Maschinenbautechnisch ist die Multus-Baureihe vor allem auf Stabilität und Steifigkeit ausgelegt. Das zeigt sich an den verwendeten ultrasteifen THK-Führungen, aber auch an der Lagerung der Haupt- und Frässpindel.“
Dynamische Verfahrwege werden simuliert
Andreas Fiedler ergänzt um einen weiteren Pluspunkt: „Mit dem standardmäßig integrierten Kollisions-Vermeidungssystem CAS kann der gesamte Bearbeitungsprozess mit allen Werkzeugdaten und Spannmitteln im 3D-Format in einer dynamischen Verfahrweise simuliert werden. Damit können nicht nur sicher Kollisionen vermieden werden. Auch drastische Zeiteinsparungen beim Einfahren neuer Programme lassen sich erzielen.“
Tino Hölzel zur CNC: „In der Multus U3000 ist die neueste Okuma-eigene Steuerung OSP-P300S mit zentralem i7-Intel-Prozessor sowie eine Industriefestplatte mit 160 GB und einem zweiten, völlig offenen Betriebssystem Windows 7 installiert. So kann das CNC-Betriebssystem völlig autark und absolut prozesssicher die Maschine oder die Werkstückbearbeitung steuern. Das übersichtliche Bedienpult ist mit einem 19“-Monitor ausgestattet und zweigeteilt.“
Auch in Sachen Service bekommt die Hommel CNC-Technik, nur Bestnoten. Holger Wirth: „Die Okuma Maschinen sind so robust und stabil, dass bei kleineren Malheurs keine größeren Instandsetzungsarbeiten anfallen. Das meiste können wir in Eigenregie abdecken. Sollte dennoch einmal der Hommel-Service nötig sein, dann haben wir bislang nur wirklich gute Erfahrungen gemacht. Seit 2000 haben wir hier in Bannewitz rund 25 Werkzeugmaschinen gekauft, mehr als die Hälfte davon kommt von Okuma. Mehr brauche ich über unsere Zufriedenheit wohl nicht zu sagen.“
Kompressorenbau Bannewitz GmbH
www.kbb-turbo.de
Hommel GmbH
www.hommel-gruppe.de



















{kind=link}