

Die Hochgeschwindigkeitsbearbeitung, auch High Speed Cutting (HSC) genannt, hat sich etabliert und kommt heute verstärkt zum Einsatz. Spezielle HSC-Bearbeitungszentren versprechen kurze Bearbeitungszeiten und exzellente Oberflächen. Die Highend-CNC-Steuerungen, Motoren und Verstärker von GE Fanuc sind in der Lage, das Optimum aus diesen Maschinen herauszuholen und damit die Produktivität der Endanwender deutlich zu verbessern.
Hochgeschwindigkeitsfräsen ist zu einer beliebten Bearbeitungsform herangewachsen. Sie kommt nicht nur dann zum Einsatz, wenn der Anwender Zeit durch schnelles Fräsen sparen will, sondern auch wenn exzellente Oberflächengüten erreicht werden sollen. Ein hohes Maß an Präzision wird in allen Fällen vorausgesetzt.
Um diese Anforderungen zu erfüllen, haben die Maschinenhersteller Konzepte entwickelt, die sich durch besonders steifen Aufbau und möglichst geringe zu bewegende Massen auszeichnen. Doch die Mechanik allein ist für das Bearbeitungsergebnis nicht entscheidend. Die gesamte Antriebstechnik spielt eine wichtige Rolle, ebenso die CNC-Steuerung, welche die schnellen und dennoch präzisen Bewegungen kontrollieren muss.
Voraussetzung: Leistungsstarke Steuerung
Eine perfekte Basis bieten Highend-CNC-Steuerungen wie zum Beispiel die der Serie 30/31/32i von GE Fanuc. Durch intensive Fanuc-Entwicklungsarbeit und modernste Mikroelektronik wurden Steuerungen geschaffen, die sich durch schnelle Datenverarbeitung und viele Softwarefunktionen auszeichnen. In Zahlen ausgedrückt heißt das, dass mit der CNC 30i bis zu 40 Achsen – davon 24 gleichzeitig – interpoliert werden können. Es stehen bis zu zehn Kanäle zur Verfügung. Die Steuerung enthält einen neuen Ultra-Hochgeschwindigkeitsprozessor und einen internen Hochgeschwindigkeits-Bus, die für HSC-Bearbeitung beste Voraussetzungen bieten.
Der interne Programmspeicher von 8 MB reicht selbst für große Programme aus, wie sie in der HSC- und Freiformbearbeitung an der Tagesordnung sind. Dieser Speicher kann bei Bedarf mit dem GE Fanuc Data-Server auf mehrere Gigabyte erweitert werden. Für den Datentransfer vom CAD/CAM-System steht eine Fast-Ethernet-Anbindung zur Verfügung. Bei nicht ins Firmennetzwerk integrierten Maschinen lassen sich die Programme größeren Umfangs über Compact-Flash-Karten übertragen.
Auch die beste CNC-Steuerung muss bei der Hochgeschwindigkeitsbearbeitung auf Maschine und Bearbeitungsaufgaben abgestimmt werden. Deshalb pflegt GE Fanuc enge Beziehungen zu den jeweiligen Maschinenherstellern und stellt ihnen Steuerungsspezialisten zur Verfügung, die das vorhandene Potenzial optimal ausreizen. Für den HSC-Einsatz bieten die CNC-Steuerungen der Serie 30/31/32i die automatischen Vorschubkontrollsysteme AICC1 und AICC2. Unter diesen Bezeichnungen – CC steht für Contour Control – hat GE Fanuc Funktionen zusammengefasst, die Beschleunigungs- und Bremsvorgänge optimieren sowie Geschwindigkeiten automatisch für Eckenbearbeitung oder Kreissegmente anpassen können. Mit diesen Standard- und optionalen Funktionen ist der CNC-Anwendungstechniker in der Lage, die Steuerung optimal auf die HSC-Erfordernisse anzupassen.
Funktionen für sanftes, ruckfreies Bearbeiten
Um optimierte Geschwindigkeitsprofile zu erreichen, hat GE Fanuc verschiedene Funktionen entwickelt, wie zum Beispiel die „Feed Control by Acceleration“, also die Geschwindigkeitskontrolle bei Beschleunigungswechsel.
Eine für die Hochgeschwindigkeitsbearbeitung wesentliche Funktion ist die „Jerk Control“, die Ruckbegrenzung, die für sanftere Bewegungen sorgt.
Nano-Interpolation und NURBS-Fähigkeit
Selbstverständlich lassen sich perfekte Oberflächen auch ohne Jerk Control erreichen, doch meist mit großen Einschränkungen in der Bearbeitungsgeschwindigkeit. Doch gerade beim High Speed Cutting kommt es neben Präzision und Oberflächengüte auf Drehzahlen und Vorschübe an, deren Verhältnis mit weiteren Softwaretools optimiert werden kann.
Dazu trägt zum Beispiel die große Anzahl von „Look- ahead“-Blöcken bei, die bei der CNC-Steuerung der Serie 30i bei bis zu 1000 liegt. Auch die individuell für jede Achse festlegbare Beschleunigung (Acceleration for Individual Axes) trägt zu einer kürzeren Bearbeitungszeit bei, da sich ansonsten alle Achsen am schwächsten Element orientieren müssten. Ebenso nützlich ist die Funktion „Multi-Block Overlap“, die im CAM-System generierte kleine Blöcke zeitlich zusammenfasst.
Vor allem für das Highspeedfräsen von Freiformflächen spielt die NURBS-Fähigkeit der CNC-Steuerung eine wichtige Rolle. Die GE Fanuc CNC-Steuerungen bieten die Möglichkeit, NURBS-Kurven aus dem CAD/CAM-Postprozessor zu übernehmen. Dabei werden die mathematischen Eigenschaften wie stetige Übergänge voll ausgenutzt, so dass glatte und gleichmäßige Oberflächen entstehen.
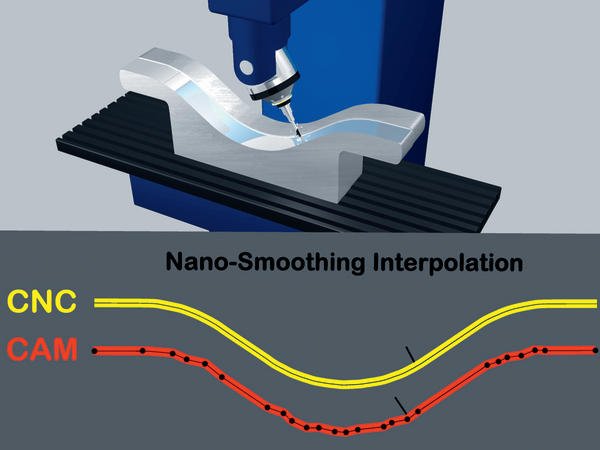
Alternativ können konventionelle Programme, die lineare Blöcke enthalten, durch die Funktion „Nano-Smoothing“ aufgewertet werden. Dabei werden die linearen Abschnitte durch kontinuierliche NURBS-Kurven ersetzt. Wenn es darum geht, feinste Oberflächenqualitäten zu erzeugen, bieten die CNC-Steuerungen von GE Fanuc eine weitere Stärke: die Nano-Interpolation. Durch diese Funktion generiert die Steuerung Positionierbefehle in der Einheit Nanometer, was digitale Präzisions-Servosysteme erst richtig ausreizt. Mit dieser Interpolation können hochwertige Servosysteme der Werkzeugbahn sehr gleichmäßig folgen und damit beste Oberflächen bei hohen Vorschüben und Drehzahlen erzielen.
Vorsorgen mit Kollisionskontrolle
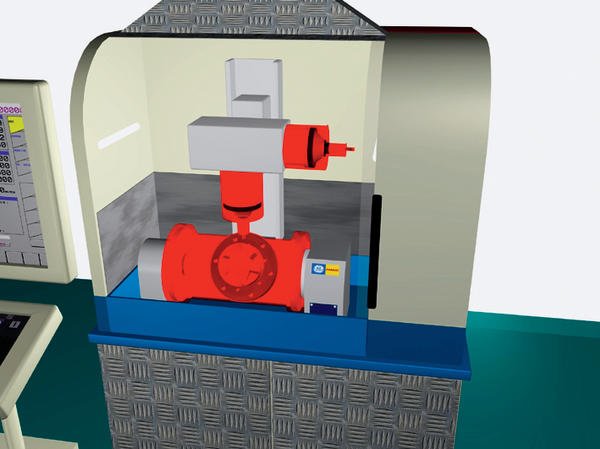
Wenn sich beim HSC die Achsen der Maschine sehr schnell bewegen, bedeutet das immer ein gewisses Sicherheitsrisiko – zumindest wenn der Bediener allein auf seine Augen angewiesen ist. Daher hat GE Fanuc mit der „3D-Interferenzprüfung“ eine Software entwickelt, die Maschinenkollisionen vermeiden hilft.
Mit dieser Kollisionskontrolle kann der Maschinenbauer – und gegebenenfalls auch der Maschinenbediener – alle kollisionsgefährdeten Bereiche (wie Werkzeugkopf, Werkstück, Tisch und Spannvorrichtungen) mit Hilfe von geometrischen Figuren definieren. Diese etwas größer gewählten „Hüllelemente“ stellen quasi eine Tabuzone dar. Die Steuerung beachtet die räumlichen Informationen zusammen mit den aktuellen Werkzeugdaten bei der Berechnung der Achsbewegungen und vermeidet selbst bei 5-Achsprogrammen eine mögliche Kollision. Der letzte Impuls vor einem definierten Hüllkörper wird nicht ausgegeben – die Maschine stoppt.
Die Kollisionsüberwachung ist eine reine Berechnung und nicht an die Servoantriebe gebunden, wodurch der Bediener die Prüfung auch im Trockenlauf vor der eigentlichen Bearbeitung durchführen kann. Kommt es während des Fräsens zum Maschinenstopp aufgrund einer rechtzeitig erkannten Kollisionsgefahr, kann der Maschinenbediener – bei weiterhin aktiver Überwachung – die betroffenen Achsen zurückfahren. So wird die Kollision sicher vermieden, selbst wenn er aus Versehen den falschen Knopf drücken sollte.
Hochdynamische Motoren, energie- sparende Verstärker
Wie eingangs erwähnt, kommt es bei der Hochgeschwindigkeit auf ein optimales Zusammenspiel von Mechanik, Steuerung und der gesamten Antriebstechnik an. Bezüglich letzterer hat GE Fanuc einen großen Vorteil zu bieten: Zum Programm des CNC-Spezialisten gehören außer Steuerungen ein äußerst umfangreiches Sortiment an Servo- und Spindel-Motoren aller Größen und Leistungsvarianten sowie die dazu passenden Verstärker. Der Maschinenhersteller erhält alle Komponenten aus einer Hand, perfekt aufeinander abgestimmt.
Im Falle HSC ist die Dynamik der Antriebe ein wichtiger Faktor. Das heißt, es werden Motoren mit geringer Eigenträgheit benötigt und Verstärker mit relativ hohen Strömen, die schnell auf Kommandos reagieren können. Solche Motoren finden sich beispielsweise in der GE Fanuc Alpha is-Serie. Das s steht für strong, sprich für den Einsatz von Selten-Erde-Magnete, womit der Motor sehr kompakt baut und hochdynamisch ist. Als Alternative kommen Linearantriebe in Frage, die noch dynamischer agieren können.
Auf Regelungsseite sind die HRV-Regelungen 3 und 4 für die Hochgeschwindigkeitsbearbeitung prädestiniert, die sehr hohe Geschwindigkeits- und Positionsverstärkungen bieten. Je höher die Verstärkung desto schneller kann der Motor (bzw. die jeweilige Achse) auf Befehle und äußere Einflüsse reagieren. Das hat eine sehr hohe Konturtreue zur Folge.
GE Fanuc Automation CNC Deutschland GmbH Tel. 07158/187400 Fax 07158/187455 www.gefanuc.de
Unsere Webinar-Empfehlung

Einen Vorgeschmack auf die EMO liefert der Webcast "Innovative Zerspanungslösungen". Ausgewählte Branchenspezialisten wie Schwäbische Werkzeugmaschinen (SW) und DVS Technology Group zeigen, welche Innovationen entlang der Prozesskette spanender Fertigung sie auf der EMO präsentieren…
Teilen:




















{kind=link}