



Die der DVS Technology Group angehörende Pittler T&S GmbH aus dem südhessischen Dietzenbach verfügt über jahrzehntelange Erfahrung und weitreichende Expertise im Bereich des Baus von Werkzeugmaschinen zur effizienten Bearbeitung unterschiedlicher Komponenten des Differentialgetriebes. Das Leistungsspektrum reicht hierbei von Einzelprozessmaschinen, bspw. zur Drehbearbeitung von Kegelräderrohlingen, bis hin zu integrierten, um passgenaue Mess- und Automatisierungskonzepte erweiterbaren Fertigungslösungen, die Kombinations- oder gar Komplettbearbeitungen mit diversen Weich- und Endbearbeitungstechnologien ermöglichen. Maßgeblich für die damit verbundene Weiterentwicklung gewöhnlicher Drehmaschinen zu universellen Drehbearbeitungszentren, die diverse Fertigungstechnologien vereinen, sind insbesondere von Pittler T&S innovierte Bearbeitungseinheiten, wie z. B. der Universal-Bearbeitungskopf mit starrer Drehwerkzeugaufnahme und integrierter, leistungsfähiger Motorspindel.
Integrierte Roboterautomation und
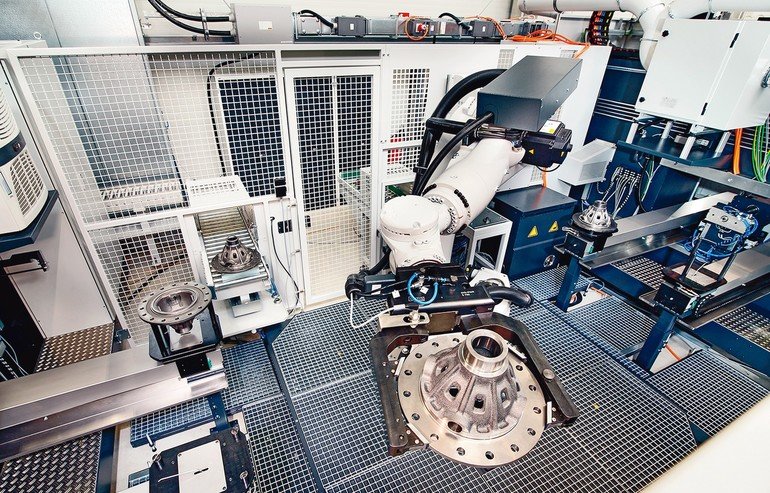
Messstation
Für den größten chinesischen Nutzfahrzeughersteller war das Dietzenbacher DVS-Unternehmen in diesem Jahr mit der komplexen Aufgabe von Konzeption und Umsetzung einer Anlage zur Endbearbeitung rotierender Ausgleichsgehäuse von Differentialgetrieben betraut. Die besondere Herausforderung bestand hierbei in der Tatsache, dass es sich bei den zu fertigenden Komponenten um Lkw-Bauteile in mittlerer Losgröße und unterschiedlichsten Werkstückgeometrien handelte. Kundenseitig resultierten hieraus enorme Anforderungen in Bezug auf den Automatisierungsgrad des Fertigungsprozesses einerseits sowie die Umrüstfreundlichkeit der Anlage andererseits – bei konstanter Sicherstellung höchster Bearbeitungsgenauigkeit. Die speziell unter Berücksichtigung dieser Anforderungen für den Kunden realisierte Lösung der Pittler T&S GmbH: Eine hocheffiziente Fertigungszelle einschließlich dreier Bearbeitungsmaschinen, integriertem Messsystem und flexibler Roboterautomation.
Zunächst werden die zu bearbeitenden Rohteile sowohl linker als auch rechter Gehäusehälften der Fertigungszelle über ein Conveyorsystem zur Verfügung gestellt. Von einem zentral in der Mitte der Zelle befindlichen Industrieroboter, welcher über einen Greifarm verfügt, der das gesamte Geometriespektrum der unterschiedlichen Bauteile abdeckt und somit gänzlich rüstfrei ist, werden die Werkstücke aufgenommen. Der Roboter prüft während des Greifens und damit bereits vor der tatsächlichen Zerspanung, ob das über die Steuerungssoftware angewählte Fertigungsprogramm für die Bearbeitung des jeweiligen Gehäuses adäquat ist.
Abhängig davon, ob es sich um eine linke oder rechte Gehäuseseite handelt, beschickt die Roboterautomation anschließend über ein Shuttlesystem die Maschinen des erfolgreichen Typs Pittler PV SL2 2-2: Die Bearbeitung rechter Gehäusehälften wird von zwei Maschinen ausgeführt, während die linker Hälften in lediglich einer Maschine erfolgt, da diese nicht die Einbringung von Aufnahmebohrungen erfordern. Auf diese Weise wird dem deutlichen Taktzeitunterschied in der Fertigung der beiden Gehäusehälften bewusst Rechnung getragen. Alle dreieinhalb Minuten stößt die hochproduktive Fertigungszelle so eine rechte und linke Gehäusehälfte aus.
Von der jeweiligen Werkstückspindel vom Shuttlesystem aufgenommen und gespannt, werden die Werkstücke in den Maschinen zeitparallel vierachsig gedreht und gebohrt. Ausgestattet sind die Maschinen je mit zwei Bearbeitungsräumen für OP10 und OP20, Doppelspindel, zwei unabhängig verfahrbaren Kreuzschlitten sowie Bauteilwendeeinrichtung und Mehrstationen-Werkzeugrevolvern. Vor der Zerspanung erfasst ein speziell ausgelegter CCD-Sensor die Winkellage, auf Basis derer die ideale Werkstückpositionierung erfolgt, die bei der Übergabe zwischen OP10 und OP20 von einem integrierten Messtaster geprüft und sichergestellt wird.
Gleicher Messtaster ermöglicht zudem eine optimale Schwesterwerkzeugverwaltung, indem die Maschine einen Testschnitt mit anschließender Vermessung durchführt. Einrichtaufwände und Bearbeitungsergebnisse können auf diese Weise unmittelbar anhand der Maschinensteuerung überwacht werden. Der Komplettbearbeitungsprozess umfasst u. a. die Weichdrehbearbeitung der Außenkontur zur Aufnahme des Kronenrades, das später mit einem Zylinderrad zusammenwirkt, sowie das mit einer Positioniergenauigkeit von weniger als 20 µm hochpräzise Einbringen und Ausspindeln von Aufnahmebohrungen für die Ausgleichskegelräder. Die exakte Fertigung jener Aufnahmebohrungen ist für das einwandfreie Funktionieren des Differentials von elementarer Bedeutung.
Spezielle Messdatenrückführung
Die eingesetzten Maschinen – sowohl für die rechte als auch die linke Gehäusehälfte – verfügen über eine integrierte Messstation, in der die Komponenten nach der Zerspanung im Zuge einer Postprozess-Messung automatisch ganzheitlich vermessen werden und die auf diese Weise sämtliche Bearbeitungsdaten erfasst. Der Vorteil hierbei: Die Messvorgänge verlaufen taktzeitparallel und wirken sich somit nicht negativ auf den Linientakt aus. Über die speziell konzipierte Messdatenrückführung werden die erreichten Bearbeitungsergebnisse an die Fertigungszelle zurückgespielt, die diese bspw. nutzt, um auf Basis präziser statistischer Auswertungen thermische Drifts der Bearbeitungsmaschinen wirksam hinsichtlich der Bearbeitung der Folgebauteile zu kompensieren – zur Gewährleistung konstant hoher Fertigungsqualitäten. Die Fertigungszelle arbeitet damit in einem geschlossenen Regelkreis und stößt zu 100 % geprüfte Werkstücke aus.
Im Anschluss erfolgt mittels eines integrierten Faserlasers inklusive Scanneroptik die Markierung der Werkstücke mit einem Dot-Matrix-Code, der alle Produktionsdaten einschließlich des Bearbeitungsdatums enthält und dem späteren Endanwender so die exakte Rückverfolgbarkeit eines jeden Gehäuseteils erlaubt. Abschließend werden die Werkstücke vom Roboterarm aufgenommen, auf dem Conveyorsystem abgelegt und mithilfe dessen aus der Fertigungszelle geführt.
Garantierte Taktzeit und Bauteilgüte
Als Generalunternehmer liefert Pittler T&S diese individuelle Kundenlösung zur flexiblen, hocheffizienten Endbearbeitung von Ausgleichsgehäusen für Differentialgetriebe einschließlich Taktzeit- und Qualitätsgarantie. Die Fertigungszelle wurde in die vorhandene Infrastruktur aus Zu- und Abflussbändern des chinesischen Kunden implementiert und sendet dort aktuelle Produktionsdaten an ein sog. Manufacturing Execution System, das sich durch eine unmittelbare Anbindung an sämtliche verteilten Systeme der Prozessautomatisierung auszeichnet. Dies erlaubt eine Steuerung und Kontrolle der Produktion in Echtzeit.
Pittler T&S GmbH
www.pittler.de
Differentialgetriebe
Differentialgetriebe, kurz Differentiale, sind essenzieller Bestandteil eines jeden Kraft- und Nutzfahrzeuges. Sie verteilen die Antriebsleistung gleichmäßig auf die Antriebsräder und sorgen dafür, dass sich diese während einer Kurvenfahrt zwar unterschiedlich schnell aber dennoch mit identischer Vortriebskraft drehen. Dabei stellen sie einen dynamischen Ausgleich der Drehzahlen der kurveninneren und -äußeren Räder sicher, weshalb sie allgemein auch unter der Bezeichnung „Ausgleichsgetriebe“ bekannt sind. Im Kontext hinterradgetriebener Nutzfahrzeuge, insbesondere Lkws, befindet sich das Differential zumeist mittig im Bereich der Hinterachse in einem separaten Getriebegehäuse, das aus zwei einzelnen, später durch Verschraubung miteinander verbundenen Gehäusehälften besteht.





















{kind=link}