

Bei der Bearbeitung von Eisenwerkstoffen über 56 HRC, oder Rm > 2000 N/mm², spricht man in der Regel von Hartbearbeitung. Formen oder Gesenke werden in den meisten Fällen nach dem Vorbearbeiten einsatzgehärtet oder gehärtet. Das entsprechende Schlichtaufmaß muss danach maßgenau abgetragen werden. Insbesondere bei der Bearbeitung von Freiformkonturen mit Kugel- oder Torusfräsern gewinnt das Hartfräsen immer mehr Bedeutung.
Autor: Matthias Oettle, Paul Horn GmbH
Je nach Werkstückstoff wird hierbei Material mit einer Härte bis zu ~70 HRC zerspant. Die hierbei geforderte Oberflächengüte wird meistens nur durch nachträgliches Polieren in Handarbeit erreicht. Ein Vorgang, der je nach Aufwand sehr kostspielig sein kann. Um die Handarbeitszeit zu verkürzen, muss bereits beim Fräsen mit geometrisch bestimmter Schneide, z.B. im HSC- Verfahren, eine Oberflächengüte in der Größenordnung Rz1 und kleiner erreicht werden, welche sehr nah an das Polieren herankommt.
Zerspanung in diesem Bereich ist mit handelsüblichen Vollhartmetallfräsern nicht mehr vernünftig realisierbar. Um diese Aufgabe frästechnisch zu bewältigen, müssen einige Vorraussetzungen erfüllt sein.
Ermöglicht wird dies mit z.B. Horn DS-Fräsern durch die optimale Kombination aus einem speziellen Hartmetallsubstrat, einer ausgeklügelten Geometrie und einer für diese Zwecke abgestimmten Beschichtung
(Bild 1). Dies bedeutet, dass diese drei wichtigen Faktoren von einem Werkzeug kommen müssen. Bei der Entwicklung muss besonders auf die Balance der Komponenten geachtet werden.
Hartmetall
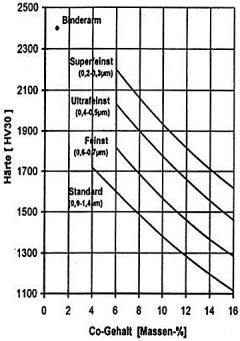
Das Grundsubstrat besteht aus Hartmetall, ein pulvermetallurgisches Material, welches in erster Linie aus Wolframkarbid und Kobalt besteht. Die Verschleißfestigkeit des Substrates steigt mit dessen zunehmender Härte. Zum Hartfräsen über 56 HRC eignen sich ausschließlich Hartmetallsorten mit einem Kobaltgehalt < 10 % und Korngrößen keiner 0,7µm ( Bild 2).
Wichtig ist hierbei die wesentlichen Vorteile der einzelnen Komponenten zu bündeln. Konventionelle ISO K-M oder P-Sorten sind für die Zerspanung höherfester Werkstoffe nicht geeignet. Feinst- und Ultrafeinstkornhartmetallsorten sind wegen ihrer Härte, Kantenfestigkeit und Zähigkeit den konventionellen Sorten deutlich überlegen.
Geometrie
Vollhartmetallfräser gibt es eine Vielzahl in der Welt der Zerspanungswerkzeuge, die wenigsten eignen sich hierbei zum Hartfräsen. Geometrisch betrachtet, ist das Zusammenspiel mehrerer Faktoren in einem Fräser entscheidend. Zur Geometrie eines Fräsers gehört: Genauigkeit und Präzision im µm- Bereich, Horn DS-Fräserschäfte werden ausschließlich in h5–Qualität gefertigt. Die maximale Schneidenstabilität wird durch exzentrische Bogenschliffe erreicht, welche besonders bei Torusfräsern absolut übergangslos vom Radius in die Nebenschneide übergehen müssen (Bild3).
Die Zerspanung von gehärteten Werkstückstoffen hat nur wenig mit der klassischen Spanabhebung von weichen Materialen gemeinsam, weshalb speziell für das Hartfräsen abgestimmte Span-, Frei- und Keilwinkel vorhanden sein müssen.
Kugel-, Torus- oder Mikrofräser zur Hartbearbeitung vom Typ DS werden ausschließlich als Zweischneider ausgeführt. Die beiden Hauptschneiden eines Kugelfräsers müssen im Zentrum fließend und übergangslos geschliffen sein. Die Zustellung beim Hartfräsen beträgt, abhängig von der Art und Härte des Werkstückstoffes, maximal ap = 0,2 mm. Ein vierschneidiger Fräser würde hierbei effektiv als 2–Schneider arbeiten.
Beschichtung
Eine entsprechende Hartschicht mit ca. 3 µm Schichtstärke verhindert den direkten Verschleiß des Hartmetalls. Bestens bewährt haben sich TiAlN- Beschichtungen mit einer maximalen Nutztemperatur von 800 ° C – 1 000 ° C. Durch die Hartschicht wird die Oberflächenhärte des Werkzeuges erhöht und der Reibwert, gegenüber unbeschichtetem Hartmetall, deutlich verringert. Die Beschichtung ist in der Gewichtigkeit der drei Elemente: Hartmetall, Geometrie und Beschichtung, durchaus als gleichwertig zu bezeichnen, da sie direkten Kontakt zum zerspanenden Werkstückstoff hat und ebenfalls spezielle Anforderungen erfüllen muss.
Das Klemmhaltersystem
Um ein zufrieden stellendes Fräsergebnis mit einem optimal abgestimmten Werkzeug wie bei einem Horn DS-Fräser zu erreichen, ist auch das richtige Klemmhaltersystem nötig. Jedes µm Rundlauffehler reduziert die Standzeit und verschlechtert das Fräsergebnis. Klemmhaltersysteme mit Whistle-Notchaufnahme oder Universalspanzange sind wegen ihrer Rundlaufungenauigkeit für das Hartfräsen ungeeignet. Die besten Ergebnisse werden mit einem Hydrodehnfutter oder Schrumpffutter erreicht. Ein Grund, weshalb Horn Werkzeuge für den Werkzeug- und Formenbau ausnahmslos als gerade Zylinderschäfte nach DIN 6535 HA ausgeführt werden. Zusätzliche Spannflächen zerstören die Präzision der Werkzeugs und verschlechtern das Ergebnis.
Die Zerspanung
Zerspanen von Werkstückstoffen mit einer Härte über 56 HRC mit geometrisch bestimmter Schneide wird in der Regel durch HSC Bearbeitung ermöglicht. Bedingung hierfür ist das Zusammenwirken von Umformgeschwindigkeit und Temperatur. HSC bedeutet in diesem Fall im Grunde nichts anderes als die Suche, mit der entsprechenden Schnittgeschwindigkeit, nach dem Schmelzpunkt des Werkstückstoffes. Ist dieser Punkt gefunden, ähnelt die Materialablösung in der Keilebene mehr einem „Meißeln“, als dem klassischen Schneiden mit voreilendem Riss. Da die Schmelztemperatur der Werkstückstoffe in der Regel höher ist als die maximale zulässige Bearbeitungstemperatur einer Beschichtung, müssen hierbei einige Dinge beachtet werden. Am Besten lässt sich dies mit dem Satz: „Keep the tool cool“ zusammenfassen.
Zum einen bedeutet dies, dass der Kontaktwinkel zum Werkstück so klein wie möglich sein muss und zum anderen muss der Ablauf in einer gewissen Geschwindigkeit erfolgen, welche der Schneidkante gar nicht die Zeit gibt, sich über die zulässige Temperatur der Beschichtung zu erwärmen.
Besonders wichtig ist die richtige Ermittlung der Drehzahl. Hierbei muss der effektive Werkzeugdurchmesser zugrunde gelegt werden. Bei einem Kugelfräser Durchmesser 6mm mit einer Zustellung in ap von 0,1mm, ohne Anstellwinkel, ergibt sich ein Wirkdurchmesser von 1,54 mm. Um auf eine Schnittgeschwindigkeit von Vc=200 m/min zu kommen ist hierbei eine Drehzahl von n= 41000 1/min nötig.
Die bei der Bearbeitung anfallenden Späne und die mit den Spänen abgeführte Energie in Form von Wärme, muss so schnell als möglich entfernt werden. Die beste Möglichkeit hierfür ist Pressluft durch die Spindel direkt auf die zerspanende Schneide. Je nach Werkstückstoff kann eine Minimalmengenschmierung in Verbindung mit Pressluft von Vorteil sein.
Z. B. kann beim Werkstoff 1.2343 mit einer Härte von 56 HRC durch MMS eine deutlich bessere Oberfläche erzeugt werden, da die Späne nicht mit der Schneide verkleben (Bild 4).
Die für das Hartbearbeiten in der Regel schlechteste Variante ist die Verwendung von Emulsion. Schon ein Tropfen Wasser auf die Schneide kann einen Thermoschock verursachen und das Werkzeug regelrecht in seine Einzelbestandteile zerlegen. Die durch den Thermoschock verursachten Mikrorisse im Hartmetall können zu Schneidkantenausbrüchen führen. Je nach Werkzeugdurchmesser und Drehzahl, entwickeln solche Bruchstücke bei der HSC- Bearbeitung durchaus die Energie der Kugel aus einer Schusswaffe.
Der Gesamtprozess
Das ursprünglich für die Graphitzerspanung entwickelte HSC-Fräsen, bedeutet nicht nur hohe Drehzahlen und Vorschübe, sondern ist ganz klar ein Gesamtprozess, bei dem viele Faktoren zusammenpassen müssen. Die Anforderungen an die Werkzeugmaschine hier zu definieren, würde den Rahmen dieses Artikels sprengen. Die Leistungsfähigkeit des Hartfräsprozesses wird sehr stark von der eingesetzten Werkzeugmaschine bestimmt. Zusammengefasst muss gesagt werden, dass der richtige Begriff für diese Art der Hartzerspanung: High-Speed-Machining „HSM“ ist.
Paul Horn GmbH Tel. 07071/70040, Fax 07071/72893 www.phorn.de
Mehr zum Thema:
Hartfräsen anstatt Erodieren
Optimiertes Werkzeugdesign für Werkstoffe bis 67 HRC
Hartfräsen mit der Präzision einer Messmaschine
Teilen:




















{kind=link}