Im Maschinenbau und in der Antriebstechnik müssen in großem Umfang Werkstücke nach dem Härtevorgang spanend bearbeitet werden. Bisher wurden hierzu überwiegend Schleifverfahren eingesetzt. Mit dem noch jungen Fertigungsverfahren Hartdrehen ist jedoch in vielen industriellen Anwendungsfällen eine wirtschaftlichere und zugleich umweltverträglichere Fertigung möglich. Neben dem Verzicht auf Kühlschmierstoffe und der Reduzierung der damit verbundenen Kosten ist es vor allem die hohe Flexibilität des Verfahrens, die zu einer Verbreitung des Hartdrehens als Ersatz von Schleifoperationen geführt hat.
Autoren: Dipl.-Ing. C. Borbe Dipl.-Ing. J.Schmidt
Durch die Zusammenfassung mehrerer Bearbeitungsschritte in einer Werkzeugmaschine und einer Aufspannung können sowohl geringere Fertigungszeiten und höhere Bearbeitungsgenauigkeiten erreicht als auch Maschinenkapazitäten freigesetzt werden. Eine große Anzahl Erfahrungsberichte unterstreicht diese positiven Aspekte. Selten wurde dagegen die Eignung des Hartdrehens für die Zerspanung im unterbrochenen Schnitt, z.B. für längsgenutete Wellen, Flanken von Zahnrädern etc., betrachtet.
Schneidstoffe
Die prozeßsichere Zerspanung gehärteter Stahlwerkstoffe mit geometrisch bestimmter Schneide setzt den Einsatz hochharter Schneidstoffe voraus. Für die Leistungsfähigkeit von Schneidstoffen sind neben der Härte jedoch weiterhin Warmhärte, Zähigkeit und chemische Stabilität bestimmend. Die Kombination dieser Faktoren bestimmt das Eignungsprofil des Schneidstoffs für die Hartbearbeitung. Für das Hartdrehen geeignete Schneidstoffe müssen insbesondere über eine ausreichend hohe Warmhärte verfügen, da sehr hohe Prozeßtemperaturen auftreten können. Aus diesem Grund lassen sich gehärtete Stahlwerkstoffe prozeßsicher über einen wirtschaftlich vertretbaren Zeitraum derzeit nur mit Mischkeramiken und polykristallinem Bornitrid (PKB) bearbeiten. Bild 1 stellt dazu einen Leistungsvergleich unterschiedlicher Schneidstoffe verschiedener Hersteller dar, die bei identischen Versuchsbedingungen und dreimaliger Versuchsdurchführung bis zum Erreichen einer Verschleißmarkenbreite von VBc=200µm eingesetzt wurden. Gegenüber dem glatten Schnitt wurde im unterbrochenen Schnitt eine reduzierte Schnittgeschwindigkeit von vc=100m/min eingesetzt.
Zähigkeit erhöhen
Das Einbinden von SiC-Whiskern in Al2O3-Schneidstoffe soll die Zähigkeit des Werkzeugs erhöhen. Die geringen Standwege des Schneidstoffs CM6 zeigen jedoch, daß dieser Schneidstoff kaum zum Hartdrehen geeignet ist. Die Untersuchungen im unterbrochenen Schnitt ließen ebenfalls keine Vorteile dieses Schneidstoffs erkennen.
Auch titankarbidhaltige Al2O3-Werkzeuge, die im glatten Schnitt noch vergleichsweise hohe Standwege erlauben, sind für die Bearbeitung im unterbrochenen Schnitt ungeeignet. Die Schneidstoffsorte CM1 besitzt dabei nach Herstellerangaben ein Verhältnis von Aluminiumoxid zu Titankarbid von Al2O3/TiC 60:40.
Bleiben die relativ zur Mischkeramik höheren Kosten von CBN (cubic boron nitride)-haltigen Werkzeugen unberücksichtigt, so ist PKB der leistungsfähigste Schneidstoff zum Hartdrehen1. PKB unterscheidet sich zudem positiv von herkömmlichen Schneidstoffen dadurch, daß die sonst übliche Diskrepanz zwischen Zähigkeit und Härte nicht in gleichem Maße auf diesen Schneidstoff zutrifft. Gegen thermische Schock- und mechanische Schlagbeanspruchung ist PKB relativ unempfindlich, wodurch es über gute Voraussetzungen zum Einsatz im unterbrochenen Schnitt verfügt. Dies zeigt sich in den überlegenen Standwegen sowohl im glatten als auch im unterbrochenen Schnitt.
Schneidengeometrie
Eine Möglichkeit, die Leistungsfähigkeit konventioneller PKB-Schneidstoffe zu verbessern, besteht darin, die Schneidkantengeometrie zu variieren. In Bild 2 sind dazu Ergebnisse von Zerspanversuchen dargestellt, die die Auswirkungen unterschiedlicher Geometrien der Spanflächenfase zeigen2. Mit einer Erhöhung des Fasenwinkels auf 35° bzw. 45° können demnach hohe Standzeiten selbst im unterbrochenen Schnitt realisiert werden. Eine Vergrößerung des Fasenwinkels bewirkt einen stark negativen effektiven Spanwinkel, wodurch der Schneidkeil stabilisiert und gegenüber Ausbrüchen und Absplitterungen unempfindlicher wird. Dies führt allerdings aufgrund der enormen Verformung des Werkstoffs bei der Materialtrennung zu einer Erhöhung der Zerspankraftkomponenten. Der Einsatz solcher Werkzeuge bedarf daher besonders steifer Werkzeugmaschinen, da es infolge steigender Passivkräfte zu Abdrängungen kommen kann, die sich direkt auf die Maßhaltigkeit der gefertigten Werkstücke auswirken.
Bauteilqualität
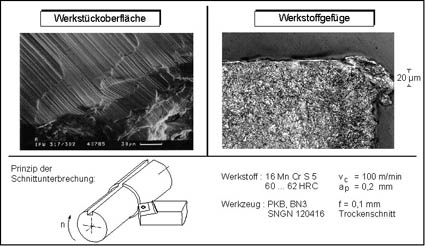
Die Ausbildung der Werkstückoberfläche wurde für das Hartdrehen im unterbrochenen Schnitt bislang nicht betrachtet. Bild 3 zeigt dazu exemplarisch die Werkstückkante nach der Bearbeitung im unterbrochenen Schnitt. Dargestellt ist neben einer rasterelektronenmikroskopischen Aufnahme, die den Austrittsbereich des Werkzeugs aus dem gehärteten Material zeigt, eine metallographische Aufnahme des Werkstoffgefüges in diesem Bereich. In der rasterelektronenmikroskopischen Aufnahme ist deutlich zu erkennen, daß es aufgrund der hohen spezifischen Kräfte und der großen Schubbeanspruchung des Materials zu plastischen Verformungen kommt. Die fehlende Stützwirkung des Materials im Bereich der Nut führt dazu, daß der Werkstoff direkt an der Austrittskante in die Nut gedrückt wird. In einem Winkel von etwa 45° zur Oberfläche verlaufen zudem Risse, wie die Gefügeaufnahme zeigt. An anderen Proben wurden z.T. auch Ausbrüche an der Werkstückkante festgestellt. Die Bearbeitung eines derart schroffen Überganges wirft daher Probleme auf.
Verbesserungspotential, um diese negativen Erscheinungen zu unterdrücken, liegt in einer Optimierung der Schneidenaustrittsbedingungen. Hier ist u.a. darüber nachzudenken, ob die Werkstückkante verrundet werden kann, um einen „sanfteren“ Austritt der Schneide aus dem Material zu ermöglichen. Dieser Themenbereich sowie die Optimierung der Schneidkantengeometrie zur Erhöhung der Werkzeugstandzeiten, ist Gegenstand aktueller Untersuchungen am IFW.
E mav 249
E mav 250 IFW, Universität Hannover
Teilen:




















{kind=link}