
Mit der Einsparung von Energie geht gleichzeitig eine Einsparung an Kosten und eine Reduktion der CO2-Emissionen einher. Der Nachhaltigkeitsgedanke rückt auch deshalb bei den bearbeitenden Unternehmen immer weiter in den Vordergrund. Zudem steigen die Energiekosten trotz sinkendem Energiebedarf immer weiter an. So lagen die Energiekosten für die deutsche Industrie 1997 noch bei 21 Milliarden Euro und stiegen bis 2011 auf 45 Milliarden Euro.
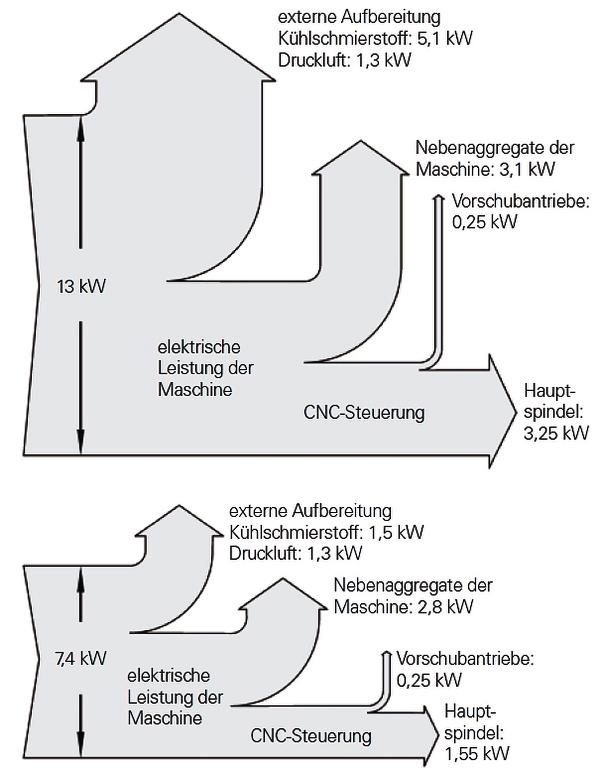
Für die Bearbeitung eines Werkstücks werden beispielsweise laut einer Untersuchung bei der Dr. Johannes Heidenhain GmbH, in der Schruppbearbeitung 13 kW und für das Schlichten 7,4 kW benötigt. Dieser Energiebedarf lässt sich dann noch weiter in die verschiedenen Bereiche aufschlüsseln: In die externe Aufbereitung von Druckluft und Kühlschmierstoffen, in die Nebenaggregate der Maschine, die CNC-Steuerung mit samt Vorschubantrieben und dem Antrieb der Hauptspindel. Zu beachten ist, dass die meiste Energie nicht von den Antrieben verbraucht wird, sondern die Nebenaggregate für das Gros verantwortlich sind. Daher sollte bereits bei einer Investitionsentscheidung auf einen geringen Energieverbrauch der Nebenaggregate geachtet werden.
Die Substitution von Kühlschmierstoffanlagen durch Anlagen für die Minimalmengenschmierung (MMS) bietet ein erhebliches Energieeinsparpotenzial. So kann mit dem Einsatz von MMS bis zu 40 % an Energie eingespart werden. Grund hierfür ist der Wegfall der kompletten KSS-Aufbereitungsanlagen. Mit dem Einsatz von Minimalmengenschmierung kann es jedoch passieren, dass es zu Beginn der Produktion zu einem erhöhten Ausschuss kommen kann und dieser sich negativ auf die Energiebilanz der Gutteile auswirkt. Außerdem sollte beachtet werden, dass Minimalmengenschmierung nur dort sinnvoll eingesetzt werden kann, wo Oberflächenrauheiten nebensächlich sind. Da mit der MMS nicht alle Oberflächenrauheiten erreicht werden können.
Interne Komponenten
Neben den externen Komponenten einer Werkzeugmaschine sind die internen wichtig für die Energieeffizienz. So haben etwa elektrische Antriebe bereits ein gutes Verhältnis von Input zu Output mit 70 bis 90 %. Beachtenswert sind jedoch neuartige Elektromotoren, die in der Lage sind, einen Wirkungsgrad von 97 % zu erreichen. Damit lassen sich 7 bis 27 % der benötigten Energie für die Antriebe einsparen.
Ein anderes Standbein für die Energieeinsparung ist die Reduzierung des Ausschusses. Mit dem Einsatz von Closed-Loop-Positionsmessgeräten kann der Anteil an Ausschuss dramatisch reduziert werden. Was sich zwar nicht direkt auf den Energieverbrauch einer WZM auswirkt, wohl aber auf den Energie-/Materialverbrauch pro Gutteil. Damit werden die Gutteile schneller und kostengünstiger produziert.
Der Vollständigkeit halber sind Komponenten wie Gewindetriebe, Druckluft und Hydraulik, Bremsen und Getriebe zu erwähnen. Jedoch ist das Energieeinsparpotenzial dieser Maschinenbestandteile eher als gering zu bewerten.
Die eigentliche Bearbeitung spielt beim Energieverbrauch nur eine Nebenrolle
Ein häufiges Missverständnis beim Thema Energiesparen — nicht nur beim Betrieb von Werkzeugmaschinen — besteht in der Annahme, dass ein Großteil des Strombedarfs während der Bearbeitungszeiten anfällt. Bei genauer Betrachtung zeigt sich jedoch oftmals ein anderes Bild. So wurden beim CNC-Steuerungshersteller Heidenhain die Leistungsbedarfe dreier Fertigungsprozesse dokumentiert und jeweils nach Betriebszuständen aufgeschlüsselt. Das Ergebnis war verblüffend: Bei keinem der beobachteten Fertigungsprozesse hat sich der Energiebedarf in der Produktionsbereitschaft um mehr als 40 % gegenüber dem Bedarf in produktiven Phasen gesenkt.
Durch die gezielte Deaktivierung von Nebenaggregaten außerhalb der Bearbeitungszeiten müssten folglich erhebliche Energieeinsparungen realisierbar sein.
Energiemanagementsysteme scheitern oftmals am Mut der Anwender
Energiemanagementsysteme, mit denen diese Erkenntnis in bares Geld umgesetzt werden soll, sind bereits seit längerem auf dem Markt erhältlich. In Zeiten, in denen die Wertschöpfung aus Kundensicht zunehmend in den Fokus gerückt wird, müssten sich diese Systeme eigentlich längst flächendeckend etabliert haben. Doch die Risikoscheu der Anwender verhindert offenbar eine solche Entwicklung.
Vor allem in kleinen und mittleren Unternehmen ist die zögerliche Haltung vor dem Einsatz solcher Systeme ausgeprägt. Zu groß ist die Furcht, jeder Stopp eines Bearbeitungszentrums oder einer Fertigungslinie könnte anschließende Fehlteile provozieren. Auch ist die Implementierung eines solchen Systems meist mit großem zeitlichen und monetären Aufwand verbunden.
Der Einsatz ist hoch – doch die Belohnung fällt entsprechend aus
Durch den Einsatz von Energiemanagement-Systemen können sämtliche mit der CNC-Steuerung verbundenen Systeme, von einzelnen Komponenten einer WZM bis hin zu ganzen Fertigungslinien, nach Bedarf angesteuert und gezielt (teilweise oder ganz) deaktiviert werden.
Auf dieser Basis können Programme zur Deaktivierung verschiedener Nebenaggregate erstellt werden. Bis zu 33 % weniger Stromverbrauch versprechen dabei namhafte Hersteller. Um thermische Verlagerungen weitestgehend zu vermeiden, bieten einige Systeme zudem die Möglichkeit sogenannter „Warmlaufprogramme“.
Für den Einsatz der Systeme gibt es allerdings einige Restriktionen
Sicherheitsrelevante Systeme müssen problemlos funktionieren bzw. schnell genug reagieren können. Außerdem sollten Maschinen mit geringer Neigung zu thermischen Verlagerungen bevorzugt werden. Andernfalls sollten Systeme, die die Nutzung von Warmlaufprogrammen ermöglichen, genutzt werden. Korrekt eingesetzt können sich Energiemanagement-Systeme dann richtig lohnen.
Das größte Potenzial steckt in einer vorausschauenden Investition
Die Energieeffizienz in der Industrie nimmt weiter zu, gleichzeitig haben sich die Ausgaben für Energie in der Industrie in den letzten 20 Jahren mehr als verdoppelt. Ziel ist es also, den Energieverbrauch weiter zu reduzieren. Bei einer Investitionsentscheidung für neue Maschinen können bereits über die Wahl der Komponenten und Systeme erhebliche Einsparungen erreicht werden.
Vor allem Nebenaggregate wie KSS, Druckluft- und Hydraulikversorgung nehmen oftmals einen dominanten Anteil der Gesamtleistung auf. Deshalb sollten Möglichkeiten zur Deaktivierung dieser geprüft werden, etwa mit Hilfe von Energiemanagement-Systemen.
Die Autoren
Thorben Schmidt und Joachim Junge studieren Produktionsmanagement an der Hochschule Reutlingen. Dieser Zeitschriftenbeitrag entstand im Zuge des Seminars „Spezialthemen der Produktion“ bei Prof. Dr.-Ing. Helmut Schaal.
Optimierte Kühlstrategien

Teilen:




















{kind=link}