Moderne Fräswerkzeuge ermöglichen die Bearbeitung von Gusseisenlegierungen mit hohen Schnittgeschwindigkeiten. Durch die konsequente Weiterentwicklung der CoroMill-Fräser-Familie ist auch auf kleineren Bearbeitungszentren eine deutliche Steigerung der Wirtschaftlichkeit bei der Zerspanung insbesondere von Grauguss GG25 und Kugelgrafitguss GGG60 möglich.
Autor: Dr. Stefan ScherbarthSandvik Coromant GmbH
Der Trend beim Kauf von Werkzeugmaschinen geht heute in Richtung kleine flexible Bearbeitungszentren mit schnell drehenden Spindeln. Flexible Maschinen werden bevorzugt, damit auch bei wechselnden Werkstückspektren, wie sie in Zeiten schwieriger, wirtschaftlicher Verhältnisse und stark verkürzter Produktlebenszyklen die Regel sind, eine effektive Fertigung gewährleistet wird. Der Grund, warum oft kleineren Bearbeitungszentren der Vorzug gegeben wird, liegt im günstigen Preis. Mit der Senkung des Investitionsvolumens wird weniger Kapital gebunden und die Zeitspane bis zur Amortisation verkürzt, sodass das unternehmerische Risiko beim Kauf einer Werkzeugmaschine minimiert wird.
Um auch kleine Vollhartmetallbohrer und-fräser effektiv einsetzen zu können, werden für diese kleinen flexiblen Bearbeitungszentren meist Spindeln verwendet, die eine maximale Drehzahl von 16 000 bis 24 000U/min erlauben. Diese Spindeln verfügen zwar über eine beachtliche und vor wenigen Jahren noch nicht vorstellbare Spindelleistung, jedoch ist das Drehmoment im unteren Drehzahlbereich oft gering. Die Spindeln werden entweder mit SK40 oder HSK63 Werkzeugschnittstellen ausgerüstet. Aufgrund dieser Tatsache – und dem oft geringen Spindeldurchmesser – ist die Stabilität dieser Maschinen relativ gering.
Fräsen auf kleinen Bearbeitungszentren
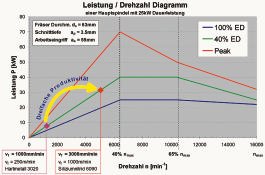
Diese beiden Faktoren, geringe Maschinenstabilität und verringertes Drehmoment bei kleinen Drehzahlen, begrenzen beim Stirnfräsen das mögliche Zerspanvolumen. Um trotzdem akzeptable Abtragsvolumina zu erreichen, sind zwei Dinge notwendig: Zum einen muss, um das Leistungsangebot der Spindel im oberen Drehzahlbereich zu nutzen, mit deutlich erhöhten Schnittgeschwindigkeiten gearbeitet werden, und zum anderen müssen Werkzeuge mit möglichst positiver Geometrie eingesetzt werden, damit die Schnittkräfte gering bleiben. (Bild 3)
Sandvik Coromant hat für das Fräsen von Gusseisenlegierungen speziell auf diese Maschinenbedingungen abgestimmte Werkzeuge entwickelt. In die Fräser der CoroMill-Familie lassen sich positive Schneidplatten in der Sorte GC6090 einsetzen. GC6090 ist Siliziumnitrid-Keramik mit einer außerordentlichen Bruchsicherheit und gleichzeitig guter Verschleißfestigkeit.
Positive Geometrie
Gerade bei der Bearbeitung von GG25 und GGG60, also den wohl am häufigsten zu zerspanenden Gusswerkstoffen, hat sich die Kombination einer positiven Werkzeuggeometrie mit der Sorte GC6090 bewährt. In der Regel können in Grauguss vom Typ GG25 Schnittgeschwindigkeiten bis 1 000 m/min gefahren werden.
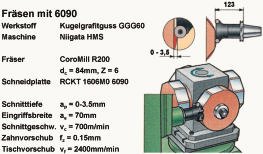
Der Zahnvorschub muss den Maschinenbedingungen, wie z. B. der verfügbaren Spindelleistung, angepasst werden und liegt in einem Bereich zwischen fz = 0.1mm bis 0,2 mm. Bei günstigen Einsatzbedingungen kann auf stabilen antriebsstarken Maschinen der Vorschub pro Zahn auf Werte bis zu fz = 0,3 mm gesteigert werden. Beim Fräsen des höherfesten Kugelgrafitguss, wie z. B. GGG60, sind die Schnittdaten etwas zu reduzieren: So liegt die wirtschaftliche Schnittgeschwindigkeit bei ungefähr vc = 750 m/min (Bild 2). Wenn keine Probleme mit der Leistungsaufnahme der Maschinen auftreten, braucht der Zahnvorschub in der Regel gegenüber GG25 nicht verkleinert zu werden und liegt bei fz = 0,1mm bis fz = 0,2mm. Wichtig ist zu beachten, dass die Zahnvorschübe beim Einsatz der Schneidkeramik GC6090 nicht zu klein werden dürfen, so kommt es bei „Angst“-Vorschüben von unter fz = 0,07 mm zu einem schleifenden Verschleiß an den Schneidplatten, der die erreichbaren Standmengen deutlich verkleinert. Deshalb sollte, wenn die Spindel-leistung auch im oberen Drehzahlbereich nicht ausreichend ist, überprüft werden, ob nicht der Einsatz eines Fräsers mit einer geringeren Zähneanzahl sinnvoll ist; beispielsweise kann der Einsatz eines CoroMill Fräsers mit weiter „L“-Teilung vorteilhaft sein. Weiterhin ist zu beachten, dass sich nicht jeder Guss gleich gut für die Zerspanung mit Siliziumnitrid eignet, vor allem weiches Gusseisen mit hohem Ferrit-anteil, wie beispielsweise GG15 oder GGG40, bereitet Probleme. Dagegen kann in der Regel legiertes Gusseisen, wie z. B. GG25 mit Chrom und Molybdänanteil, in vielen Fällen mit GC6090 hoch effektiv zerspant werden. Für die Bearbeitung von legiertem Gusseisen ist allerdings die Schnittgeschwindigkeit entsprechend der Art und Menge der Legierungszusätze etwas nach unten in den Bereich von ca. vc = 800 m/min zu korrigieren.
Siliziumnitridkeramik sollte möglichst zum Trockenfräsen verwendet werden.
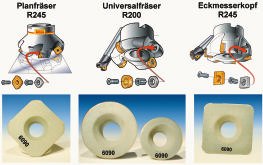
Jedoch ist GC6090 auch zum Nassfräsen geeignet, allerdings ist dann mit reduzierten Standmengen zu rechnen. Die Verwendung von Kühlschmierstoff dient also nicht der Verbesserung der Zerspanungsbedingungen, sondern verhindert lediglich die sonst für die Hochgeschwindigkeitsbearbeitung von Grauguss typische Staubentwicklung. Je nach Arbeitsbedingung ist das bestgeeignete Werkzeugkonzept auszuwählen. Sind große Schnitttiefen notwendig und steht relativ viel Maschinenleistung zur Verfügung, ist der CoroMill R200 – ein Werkzeug mit runden Schneidplatten – ideal. Es kann entweder die große RCKT 1606M0 6090 oder die kleinere RCKT 1204M0 6090 zum Einsatz kommen.
Für niedrige Schnittkräfte und Antriebsleistung
Gerade wenn niedrige Schnittkräfte wichtig sind, sollte der CoroMill R245 bevorzugt werden. Die sehr positiven Werkzeugwinkel sorgen für niedrige Schnittkräfte und Antriebsleistung. Wird ein Eckmesserkopf benötigt, weil beispielsweise 90°-Schultern gefertigt werden müssen oder die Vorrichtung den Einsatz eines Planfräsers nicht zulässt, ist der CoroMill R290 die richtige Wahl. Auch für dieses Werkzeugsystem steht mit der R290.90 12T320E 6090 Schneidplatte Siliziumnitrid als Schneidstoff zur Verfügung.
Für dünnwandige Werkstücke
Gerade bei dünnwandigen labilen Guss-werkstücken, wenn niedrigste axiale Schnittkräfte notwendig sind, kann der CoroMill-Eckmesserkopf R290 in Kombination mit GC6090 eine interessante Alternative zum Planmesserkopf sein.
Alle Werkzeuge haben Zwischenlagen aus Hartmetall, die den Plattensitz schützen, und werden in engen Toleranzen gefertigt, sodass ein Einstellen der Schneidplatten vor der Zerspanung entfällt (Bild 1). Die robusten CoroMill-Fräser sind durch diese Merkmale auch für Firmen gut geeignet, bei denen die Werkzeuge direkt an der Maschine eingerichtet werden und nicht in einem separaten Werkzeugeinstellraum aufbreitet werden.
Schruppen/Schlichten
Siliziumnitrid Keramik wird in erster Linie zur Schruppbearbeitung eingesetzt, dagegen hat kubisches Bohrnitrid vom Typ CB50 sein Einsatzfeld mehr im Schlichtbereich. Besonders die Kombination aus einer R245-12T3E-W CB50 Breitschlichtplatte und Schruppschneiden aus GC6090 erlaubt eine Erhöhung der Wirtschaftlichkeit im Bereich Gusseisenzerspanung. Die Schneiden aus CG6090 übernehmen dabei die Schrupparbeit, während die Breitschlichtplatten aus CB50 für ein exzellentes Oberflächenfinish sorgen. Mit dieser Kombination können Oberflächenqualitäten von Ra = 0.2µm bei einer Vorschubgeschwindigkeit von vf = 3000mm/min erreicht werden. Soll der Fräser ausschließlich für die Schlichtbearbeitung verwendet werden, gibt es auch die Möglichkeit den Messerkopf komplett mit CB50-Schneiden zu bestücken. Gerade wenn kleinere Werkzeugdurchmesser benötigt werden, ist oft der Einsatz einer Breitschlichtplatte nicht notwendig, sondern kann aufgrund der hohen axialen Schnittkraft der Breitschlichtschneide sogar nachteilig sein. Je nach Einsatzfall kann entweder ein Planmesserkopf R245 mit einer R245-12T3E CB50 Schneidplatte, die zwei CBN-Schneidecken aufweist, oder eine R290-12T308E CB90 im Eckmesserkopf CoroMill R290 zum Einsatz kommen. Um mit diesen Schneidplatten exzellente Oberflächen zu erreichen, sollte der Vorschub pro Umdrehung nicht größer als die Planfasenlänge der Schneidplatten gewählt werden, also der Vorschub pro Umdrehung kleiner als fUmd. 1,4mm sein. Typisch ist die Verwendung von CBN-Schneidplatten zum Schlichten von Grauguss GG25 mit einer Schnittgeschwindigkeit von ca. vc = 1 000 m/min. Dabei sollte die Schnitttiefe in einem Bereich zwischen ap = 0,5 und ap = 0,5mm liegen.
Produktivitätssteigerung auf kleinen Zentren
Die Verwendung von Sandvik CoroMill-Fräsern in Kombination mit GC6090 Siliziumnitrid-Keramik erlaubt eine deutliche Steigerung der Produktivität bei der Bearbeitung von Grau- und Kugelgrafitguss gerade auf kleineren Bearbeitungszentren. Mit Hilfe der hochpositiven Werkzeuge kann das Potential schnelllaufender Spindeln auch bei der Schruppbearbeitung optimal genutzt werden. Außerdem kann durch den Einsatz von kubischem Bohrnitrid zum Schlichtfräsen die Wirtschaftlichkeit der Zerspanung gesteigert werden. So können bei der Graugusszerspanung mit CB50 bestückten Schneidplatten in kürzester Zeit exzellente Oberflächen gefertigt werden.
Sandvik GmbHTel. 0211 5027348, Fax 0211 5027477
Teilen:




















{kind=link}