

Die Erfolge der automatisierten Maschinenbeladung sind beachtlich: Selbst bei der Fertigung von Kleinstserien und Einzelstücken ist es zwischenzeitlich möglich, rüstzeitbedingte Stillstandzeiten spürbar zu reduzieren und die Maschinen mit minimalem Personalaufwand voll auszulasten. Dabei kommt es auf ein perfekt abgestimmtes Zusammenspiel von Greifsystemen und Spannmitteln an. Das Modulprogramm von Schunk ermöglicht maßgeschneiderte Lösungen.
Für die automatisierte Maschinenbeladung gibt es zwei wesentliche Varianten: Bei großen Serien, aber auch bei sehr langen Bearbeitungszeiten hat sich der automatisierte Werkstückwechsel etabliert. Dabei werden die Werkstücke in der Regel per Roboter oder Portal unmittelbar in ein Kraftspannmittel, beispielsweise einen Kraftspannblock, ein kraftbetätigtes Mehrbackenfutter oder auf hydraulisch bestätigte Sonderspannmittel eingewechselt. Bei kleinen und mittleren Serien wiederum wird heute meist der automatisierte Spannmittelwechsel favorisiert. Mithilfe von Nullpunktspannsystemen lassen sich ganze Spannvorrichtungen innerhalb weniger Sekunden referenzgenau in der Maschine fixieren, positionieren und spannen.
Wandlungsfähige Kraftspannmittel
Einen Maßstab in punkto Kompaktheit, Spannkraft und Präzision setzen die leistungsdichten Schunk TANDEM plus Kraftspannblöcke, die vor allem in der hochproduktiven Serienfertigung gefragt sind. Ihr einteiliger, steifer Grundkörper, eine Keilhakenkinematik sowie lange, geschliffene Backenführungen sorgen auf engstem Bauraum für konzentrierte Spannkräfte von bis zu 55 kN. Zugleich gewährleisten sie eine exzellente Wiederholgenauigkeit von bis zu 0,01 mm. Damit sind sie auch für anspruchsvollste Fräsbearbeitungen mit hohem Zeitspanvolumen, hohen Zyklenzahlen und minimalen Toleranzen ideal geeignet. Um bei der automatisierten Beladung eine maximale Prozessstabilität zu gewährleisten, lässt sich ab Baugröße 100 die Position der Spannbacken über den kompletten Backenhub hinweg detektieren. Besonders vielseitig nutzbar werden die Spannblöcke in Kombination mit dem Schunk Backenschnellwechselsystem BWM. Unabhängig von der Einbaulage können die Spanner in weniger als 30 Sekunden mit einer Wechselwiederholgenauigkeit von 0,02 mm auf einen neuen Backensatz zur Außenspannung umgerüstet werden.
Ebenso überzeugende Werte bei Rüstzeit und Backen-Wechselwiederholgenauigkeit liefert das Schunk 3-Backen-Kraftspannfutter ROTA THW. Es wurde gezielt auf das hohe Prozesstempo, die Präzision und die Flexibilität moderner Multitasking-Maschinen abgestimmt. Doch damit nicht genug: Für besonders anspruchsvolle Bearbeitungen hat Schunk eine Schnittstelle zu werkstückspezifisch konstruierten Schunk Hydro-Dehnspannlösungen geschaffen. Im fliegenden Wechsel und ohne dass ein kompletter Futterwechsel erforderlich ist, kann zwischen Backenspannung und Hydro-Dehnspannmittel variiert werden. Die Lösung wurde so ausgelegt, dass der identische Adapter sowohl für die Betätigung des Kraftspannfutters als auch für die Betätigung von Hydro-Dehnspannmitteln und mechanischen Spannmitteln genutzt wird. Dabei ist keine Verbindung zur Hydraulik oder zum Spannzylinder erforderlich. Schunk Hydro-Dehnspanndorne und -futter sind eine wirkungsvolle Lösung, um bei automatisierter Beladung die Rüstzeiten zu minimieren, Werkstücke automatisch zu zentrieren und mit einer Wiederholgenauigkeit von bis zu 0,003 mm zu spannen.
Das Prinzip des schnellen Umrüstens lässt sich auch beim Werkstückhandling nutzen. Mit derzeit 22 Baugrößen und über 2000 Varianten bietet Schunk die weltweit größte Variantenvielfalt bei Schnellwechselsystemen für Greifsysteme. Während ein geübter Bediener fürs händische Umrüsten eines pneumatischen Effektors zwischen zehn und 30 Minuten benötigt, reduzieren Schunk Schnellwechselsysteme den gleichen Vorgang auf wenige Sekunden. Je nach Anwendung kann dieser Vorgang komplett automatisiert erfolgen. Wem das zu umfangreich ist, kann Schunk Greifmodule mit Schnellwechselfingern ausstatten und auf diese Weise unterschiedliche Greifszenarien realisieren.
Kompletter Spannmittelwechsel mithilfe von Nullpunktspannsystemen
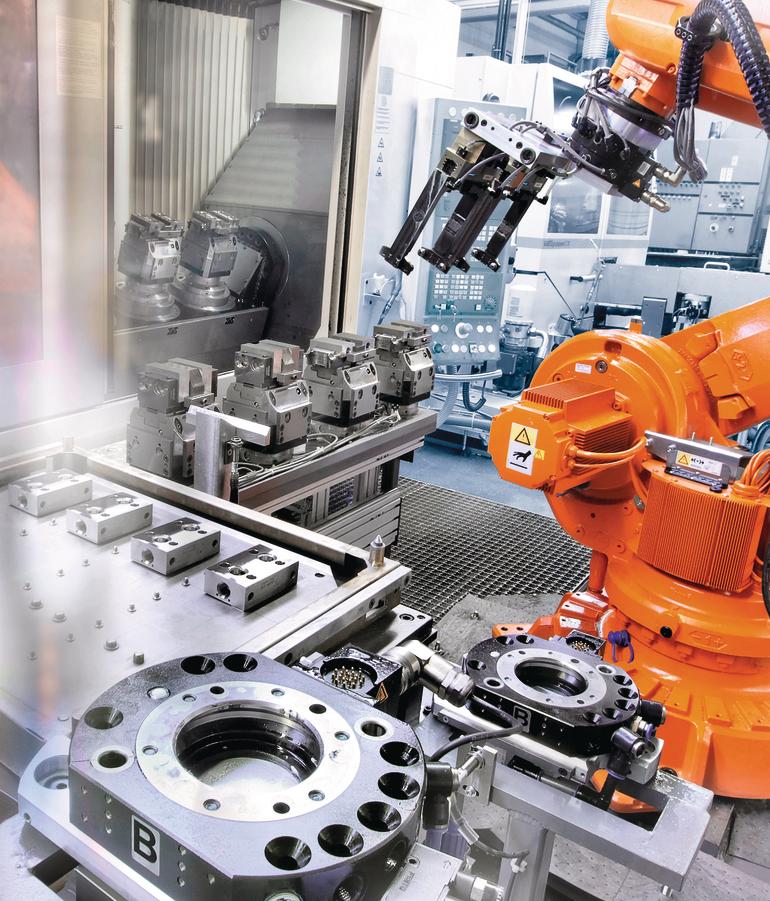
Nicht zuletzt aufgrund des Erfolgs von Nullpunktspannsystemen gewinnt in jüngerer Zeit auch der automatisierte Spannmittelwechsel rasant an Bedeutung. Mithilfe des extrem leistungsdichten Schunk Nullpunktspannsystems VERO-S lassen sich komplette Spannvorrichtungen voll automatisch referenzgenau in der Maschine fixieren, positionieren und spannen. Ein patentiertes Antriebskonzept, bestehend aus Eil- und Spannhub, verleiht dem Nullpunktspannsystem Einzugskräfte von bis zu 40 000 N und Haltekräfte von bis zu 75 000 N. Die Module nehmen auch extreme Querkräfte zuverlässig auf, ohne dass das Werkstück seine Position verändert oder verschleißträchtige Vibrationen an der Werkzeugschneide entstehen. Der eigentliche Rüstvorgang findet hauptzeitparallel und damit besonders wirtschaftlich außerhalb der Maschine statt. Als Werkstückträger kommen meist Spannpaletten oder Spanntürme zum Einsatz, die an der Unterseite über eine einheitliche Schnittstelle zum Nullpunktspannsystem verfügen und mit unterschiedlichsten Spannmitteln ausgerüstet werden können. Sind die Werkstücke gespannt, werden die Paletten oder Spanntürme magaziniert und sukzessive auf die Maschine eingewechselt. Spezielle Komponenten, wie das Schunk Palettiermodul VERO-S NSA plus wurden gezielt für die robotergestützte Maschinenbeladung entwickelt. Sie bauen extrem flach, können unmittelbar in den Maschinentisch integriert werden und lassen im Maschinenraum jede Menge Platz fürs Werkstück und für die Achsbewegungen. In Kombination mit der störkonturminimierten Schunk Leichtbaukupplung VERO-S NSR sind besonders niedrige Aufbauten aus Spannstation und -palette realisierbar.
Schunk GmbH & Co. KG www.schunk.com
Der Autor
Uwe Weil, Leiter Schulung und Produkttraining, Schunk GmbH & Co. KG
Teilen:




















{kind=link}