



Wie kann ein Einzelteilfertiger sinnvoll automatisieren? Das zeigt der oberfränkische Werkzeug- und Formenbauer Grießhammer: Der Betrieb investierte in ein 5-Achs-Bearbeitungszentrum mit integriertem Palettenwechsler von GF Machining Solutions. Diese Automatisierung benötigt keine eigene Software, sondern nutzt die Funktionen der Heidenhain-Steuerung iTNC 530. Damit spart sich Grießhammer teure Einricht- und Administrationszeiten, die eine externe Automatisierung verlangen würde.
Der entscheidende Kaufgrund war für Inhaber Michael Göbel der integrierte Palettenwechsler des Hochgeschwindigkeits-Bearbeitungszentrums Mikron HSM 600U von GF Machining Solutions. Auch deshalb, weil das Palettenwechselsystem ohne eigene Software auskommt: Es wird ausschließlich über die Heidenhain iTNC 530 programmiert. GF Machining Solutions nutzt dazu die Klartext-Funktionen zur Palettenverwaltung, so dass sich die Maschinenbediener schnell zurechtfinden. Die Steuerung sorgt dafür, dass für jede Palette die jeweiligen Presets und Nullpunktverschiebungen aktiviert werden. Für Grießhammer ein entscheidender Vorteil: Der Maschinenbediener führt die Automatisierung ganz flexibel in der Werkstatt aus. Die Arbeitsvorbereitung hat dadurch keine Zusatzarbeit, und Administrationszeiten fallen gar nicht erst an.
Die Automatisierung schafft beste Voraussetzungen: Komplexe Bauteile, die das Eingreifen des Werkers erfordern, entstehen tagsüber. Nachts und am Wochenende sind Kupfer-Elektroden dran, die mannlos produziert werden.
Der 7-fach-Palettenwechsler wird am Abend vorher komplett bestückt und wechselt dann die Werkstücke nach und nach ein. Grießhammer vertraut dabei auf die Zuverlässigkeit von Heidenhain-Steuerung und Mikron-Maschine. Göbel lobt die kompakte und gut zugängliche Automatisierungslösung: „Wir benötigen kein Handlingsystem oder weitere Software, deren Einrichtung und Einsatz in unserem kleinen Betrieb nur schwierig zu stemmen ist.“
Einstieg in 5-Achs-Simultanbearbeitung leicht gemacht
Neue Effizienz gewinnt Grießhammer nicht nur durch Automatisierung. Mit der Mikron-Maschine nutzt der Werkzeug- und Formenbauer auch das Potenzial der 5-Achs-Simultanbearbeitung. „Wir hatten uns den Einstieg ins 5-achsige Fräsen schwieriger vorgestellt“, erzählt Göbel. Doch es gab einen schnellen Start. Die Maschinenbediener haben die neuen Funktionen der Steuerung schnell erlernt. Die konsequente Bedienlogik macht es möglich: Grießhammer setzt durchgängig Heidenhain-Steuerungen ein, so dass sich die Werker auf die komplexen Bearbeitungen konzentrieren können, ohne mit der Steuerung Probleme zu haben.
„Die Teile werden mit der neuen Maschine 5-achsig auf Endmaß fertiggefräst und und dann nur noch gestrahlt – das bringt was“, erläutert der Inhaber. „So sparen wir uns viele Erodierprozesse, die sehr aufwendig sind. Jetzt müssen wir weniger Elektroden fertigen.“ Neben der großen Zeitersparnis erhält Grießhammer auch noch eine hohe Oberflächengüte ohne Absätze, im Formenbau eine wichtige Eigenschaft.
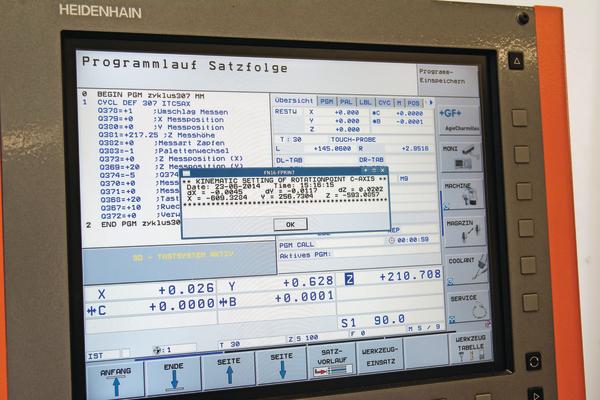
Hochwertige Spritzgießwerkzeuge benötigen perfekte Oberflächen und eine hohe Genauigkeit. Jedes Werkzeug ist ein Einzelteil und muss beim ersten Mal passen. Auf Nacharbeit kann Göbel gut verzichten. Zur kinematischen Vermessung der Maschine verwendet Grießhammer das maschinenspezifische ITC 5X-Modul „Intelligent Thermal Control“ sowie die TNC-Funktion Kinematics-Opt von Heidenhain. Diese vermisst mit Hilfe eines Tastsystems und einer Kalibrierkugel die Dreh-Schwenkachsen. Damit kompensiert die Steuerung Verschiebungen, die sich durch Wärmeentwicklungen ergeben können. Der Anwender definiert den zu vermessenden Schwenkbereich sowie die Anzahl der Messungen je nach Anforderung.
Zusätzlich kann der Maschinenbediener mit ITC 5X auch während des Prozesses nachmessen, um in der Bearbeitung noch präziser zu bleiben. Über den maschinenspezifischen Zyklus 307 wird zum Beispiel zwischen Schlichten und Feinschlichten an einer gefrästen Ecke nachgemessen. Je nach Wärmeentwicklung kann die BC-Achse geringfügig driften. Kein Problem für die iTNC 530: Sie misst den Versatz innerhalb 1 bis 2 Minuten und verschiebt den Nullpunkt entsprechend.
Michael Göbel ist zufrieden: Er setzt das Mikron-Bearbeitungszentrum mit der Heidenhain-Steuerung so hochflexibel ein, wie er sich das gewünscht hat. Er nutzt mannlose Schichten dank der integrierten Automatisierung. Nebenzeiten reduzieren sich: Lange Programme, die im CAM-System generiert wurden, sind blitzschnell auf die Steuerung hochgeladen. Die Programmierarbeit an der Maschine geht mit den Klartext-Dialogen einfach. Alles zusammen genommen erreicht Grießhammer eine Auslastung, die sich für einen Einzelteilfertiger sehen lassen kann.
Dr. Johannes Heidenhain GmbH www.heidenhain.de AMB Halle 4 Stand E12
Grießhammer Werkzeugbau e.K. www.griesshammer.de
Teilen:




















{kind=link}