



Berührend, berührungslos, direkt, indirekt – dies sind die Fragen, über die viele Werkzeugmaschinen-Anwender diskutieren, wenn sie nach mehr Produktivität und Effizienz durch Werkzeugmess- und Bruchkontrollsysteme streben.
Günther Blum, Gründer und Geschäftsführer der Blum-Novotest Gruppe, arbeitet sein ganzes Leben lang als Entwickler in und um das Werkzeugmaschinengeschäft. Auch nach 33 Jahren hört seine Firma nicht auf, darüber nachzudenken, wie Werkzeugmaschinen produktiver gemacht werden können – indem sie mehr tun als Metall abzunehmen. Seine Ansicht ist, dass Werkzeugmaschinen Systeme zur Werkzeugmessung und Bruchkontrolle integrieren können – und mehr noch – alles im Arbeitsbereich der Maschine und nur mit geringfügigen Unterbrechungen des Bearbeitungsablaufes.
Von Anfang an war es neben dem berührenden auch das berührungslose Messen in Werkzeugmaschinen, worauf Blum sich konzentrierte. „Wir glaubten, dass die Möglichkeiten und Fähigkeiten für ein optisches System mindestens 10-mal größer wären als die für ein mechanisches System,“ sagt Blum. „Mit mechanischen Systemen müssen Sie das Werkzeug berühren, um seine Länge oder auf Bruch zu kontrollieren, aber Sie können nicht sagen, ob es nur beschädigt ist. Sie können weder Länge noch Durchmesser messen, während das Werkzeug sich bei voller Betriebsgeschwindigkeit dreht. Dafür – und zum Prüfen der Kontur – brauchen Sie ein optisches System. Und dann gibt es auch sehr empfindliche Werkzeuge, die mit einem mechanischen System nicht prüfbar sind, besonders Keramik- oder Diamant-Werkzeuge, die beim Berühren sehr leicht beschädigt werden können.“
Trends beim Messen
Blum sagt, dass die Tendenz in Richtung „direktes Messen“ ständig anstieg – und aus gutem Grund. „Es gibt eine Grundsatzregel“, sagt er, „dass wir, um die besteMessprozess-Zuverlässigkeit zu erreichen, so nah wie möglich am Prozess messen müssen. Im Arbeitsbereich, im Zerspanungsbereich.“
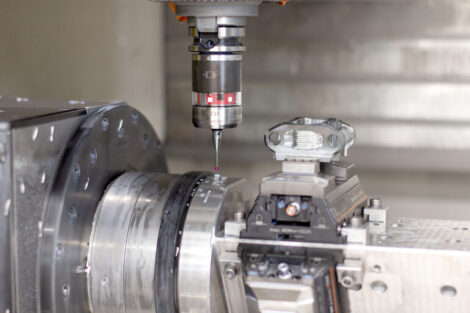
Eine besonders gute Methode, um in Bearbeitungszentren Werkstückbohrungen so nah wie möglich am Prozess zu messen, ist es z. B., ein spezielles Mess-werkzeug herzustellen, wie einen Bohrungsmesskopf, und ihn im Werkzeugmagazin zu platzieren. Auf diese Art können Bohrungsdurchmesser, Ausrichtarbeiten und Hilfsfunktionen sehr genau ausgeführt werden, und da diese Messköpfe ihre eigenen unabhängigen Messsysteme haben, hängen sie nicht von den Maschinen-Linearmaßstäben und anderen Systemen ab. Ausnahmen zur Regel des prozessnahen Messens sind Drehbearbeitungen, sagt Blum. „Drehbearbeitungsprozesse sind sehr schnell“, sagt er, „und wenn Sie versuchen, zwischen den Bearbeitungsschritten zu messen, reduzieren Sie Ihre Produktionszeit um die Hälfte, da Ihre Messzeit gleich lang ist wie Ihre Prozesszeit. Und dies macht keinen Sinn.“
Platzbedarfund Kühlmittelschutz
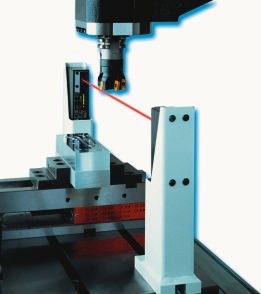
Schon früh bei seiner Arbeit mit Laser-messsystemen wurde Blum klar, dass das System im Arbeitsbereich untergebracht sein muss, um Einfluss auf den Prozessablauf der Werkzeugmaschine zu haben. Dabei stellten sich zwei Fragen: Wo sollte das System angebracht und wie sollte es geschützt werden?
Die Frage der Platzierung wurde ziemlich routinemäßig gelöst. Solange die Entfernung zwischen Sender und Empfänger nicht mehr als zwei oder drei Meter beträgt, können die beiden auf nahezu jeder Ebene ausgerichtet werden und sehr genaue Messergebnisse erreichen.
Den Laser zu schützen war die andere Aufgabe. Blum sagt, dass, als er das System vor 15 Jahren einführte, normalerweise die Meinung galt, dass ein optisches System unter den Arbeitsbedingungen einer Werkzeugmaschine nicht überleben könnte. Das Kühlmittel, die Späne, der Nebel, der Staub – sie würden ein optisches System zerstören. „Wir verbrachten viel Zeit damit, uns um Ausblassysteme zu kümmern, welche die Optik reinigen und den Schmutz wegblasen. Aber ein Luftsystem alleine würde nicht reichen.“
Fünf Jahre später entwickelte Blum ein mechanisches Verschlusssystem, welches die Optik gegen die raue Umgebung des Bearbeitungsbereiches abdichtet. Laut Blum ist das System bemerkenswert einfach: Der Verschluss öffnet, Luft wird „zischend“ frei, entfernt Kühlmittel und Späne, der Laserstrahl wird gesendet und dann schließt der Verschluss wieder. „Andere Hersteller bieten Lasersysteme ohne Verschluss an“, berichtet Blum, „aber ich glaube nicht, dass sie dieselbe Wiederholgenauigkeit und Zuverlässigkeit unseres Verschlusssystems haben
Berührend, berührungslos, mechanisch, optisch
Ob ein berührungsloses oder berührendes Messsytem eingesetzt wird, wird oft von der Art der Anwendung, des Zustandes der Werkzeugmaschine und natürlich von der Zeit, die für Messungen benötigt wird, vorgegeben.
„Es ist absolut klar,“ sagt Blum, „dass niemand irgendetwas in eine Werkzeugmaschine installiert, wenn es nicht den Ablauf verbessert und einen Profit bringt. Ob es nun ein Lasersystem oder ein Taster ist, der Käufer muss entscheiden, ob es wert ist, in den Bearbeitungsablauf einzugreifen.“
Blum weist jedoch darauf hin, dass für den Kunden diese Entscheidung oft mehr bedeutet als nur, einen soliden Ausgleich für seine Investition zu bekommen. Viele Faktoren müssen berücksichtigt werden. Art und Preis des Werkstückes, zum Beispiel. Wenn ein Betrieb ein Teil für die Flugzeugindustrie aus Inconel oder Titan bearbeitet und das DM 100 000,– kostet, kann ein Crash wegen eines nicht kontrollierten zerbrochenen Werkzeuges in einem Totalverlust resultieren. So kann also in diesem Fall ein einziger vermiedener Crash den Preis für ein Lasersystem um ein Vielfaches übersteigen.
Messen undder Kleinbetrieb
„Das Dilemma für viele Kleinbetriebe“, sagt Blum, „ist die Frage, ob sie in Werkzeugvermessung und Bruchkontrolle investieren sollen. Können sie diese Systeme rechtfertigen? Wenn ja, brauchen sie berührende oder berührungslose Systeme?“
Blum weist darauf hin, dass die Konjunktur die Entscheidung für viele dieser kleineren Betriebe vorgibt. Er betont, dass es ein Fehler ist, Vermutungen über kleinere Betriebe zu machen – dass sie weniger teure Teile produzieren, dazu billige Maschinen verwenden und dass sie nicht unter dem gleichen Druck leiden wie größere Betriebe. Im Gegenteil, für viele Kleinbetriebe, die unter starkem Preis- und Termindruck stehen, liegt der Wettbewerbsvorteil darin, 16–24 Stunden am Tag zu produzieren – und dabei die zweite oder dritte Schicht mannlos zu fahren. „Dies ermöglicht es dem Kleinbetrieb, um ein Drittel produktiver zu sein“, sagt Blum, „ohne seine Personalkosten zu erhöhen. Eine Person ist immer teurer als ein Werkzeug; jemanden einzustellen, der während der zweiten und dritten Schicht an der Maschine steht, ist teurer als die Kosten für ein Lasersystem zur Werkzeugvermessung und Bruchkontrolle.“
Was die Zukunft angeht, ist Blum optimistisch realistisch. Er kann bestimmte Dinge klar voraussehen, so z. B. berührende Taster mit drahtloser Übertragung als Standard für Werkstückvermessung. Was aber die Frage der Akzeptanz der Systeme insgesamt betrifft, ist er weniger deutlich. „Einige Kunden werden immer noch skeptisch sein, sie betrachten Messen als zeitraubend und nutzen es nur, wenn es notwendig ist. Andere werden versuchen, es ganz zu vermeiden, da Maschinen dazu eingesetzt werden sollen, Späne herzustellen und nicht, um zu messen.“
Er schätzt vorsichtig, dass bei neuen Bearbeitungszentren vielleicht 30 % mit Spindeltastern ausgerüstet sein werden. Der Trend zur Werkzeugmessung jedoch geht auf 100 % Akzeptanz. Dabei finden Lasersysteme eine steigende Akzeptanz beim Kontrollieren von drehenden Werkzeugen, wie bei Fräs- und Horizontalbearbeitungszentren, und vor allem bei „Higher-End“-Anwendungen und Maschinen. „Lower-End“-Anwendungen und Vertikalbearbeitungszentren werden wahrscheinlich den einfacheren, mechanischen Wegen treu bleiben. „Was wir mit Sicherheit sagen können“, sagt Blum, „ist, dass diese Systeme sich weiterentwickeln werden. Was heute Stand der Technik ist, wird es morgen nicht mehr sein. Unsere Produkte werden weiter vordringen und robuster und flexibler sein.“
Blum-Novotest GmbH, Tel. 0751-6008-0
Teilen:



















{kind=link}