




Die Illig Maschinenbau GmbH hat die eigene Großteilefertigung komplett neu aufgestellt. Damit das Potenzial der neuen Hochleistungs-5-Achs-Bearbeitungszentren von Burkhardt + Weber (BW) auch voll ausgeschöpft werden kann, setzt der Technologieführer im Thermoformen auf das Spannsystem von Vischer & Bolli. Autor: Frederick Rindle
Marcel Haltiner, der Geschäftsführer der deutschen Niederlassung des Schweizer Spannmittelherstellers Vischer & Bolli ist einer, der seine Zuhörer mitreißen kann. Vor allem wenn er über eines seiner Lieblingsprojekte spricht. Der Spannexperte vom Bodensee hat gemeinsam mit den Fertigungsspezialisten beim Technologieführer im Thermoformen, Illig Maschinenbau, ein neues Spannkonzept eingeführt und ist vom Ergebnis sichtlich begeistert. „Die Fräsexperten bei Illig haben ihre komplette Großteilefertigung umgestellt, und wir durften als der Spannmittelexperte der Wahl von Anfang an dabei sein“, erinnert sich Haltiner. „Was wir hier schließlich gemeinsam auf die Beine gestellt haben, ist einfach genial.“
Die Illig Maschinenbau GmbH & Co. KG zählt zu den führenden Anbietern von Maschinen und Werkzeugen für die Thermoformung und Verpackungstechnik. Aus thermoplastischen Kunststoffen stellen deren Kunden in über 80 Ländern anspruchsvolle Formteile her. Hierfür fertigen nahezu 750 Mitarbeiter die komplexen Fertigungsanlagen. Am Standort in Heilbronn werden in der Fertigungseinheit-2 Komponenten mit wahrlich beeindruckenden Abmessungen für die Kunststoffthermoformmaschinen gefräst. „In unserer Abteilung ist die Großteilebearbeitung angesiedelt. Die hier gefertigten Werkstücke können im Maximalfall bis zu fünf Tonnen schwer und bis zu zehn Meter lang sein“, erklärt Markus Ott, Meister in der Fertigungseinheit 2 bei Illig.
Kraft und Präzision vereint
2006 haben die Fertigungsexperten aus Heilbronn begonnen, ihren Maschinenparkkomplett neu aufzustellen, um den gestiegenen Anforderungen bezüglich der Präzision und der zu fertigenden Losgrößen gerecht zu werden. „Wir haben alles auf den Kopf gestellt und in diesem Zusammenhang auch beim Spannsystem eine neue Lösung ins Auge gefasst“, sagt Ott. Ursprünglich wurden die großen Bauteile konventionell horizontal gefräst. Das große Manko dabei war, dass man so immer nur drei Seiten bearbeiten konnte, was zur Folge hatte, dass die Bauteile vier bis fünf Mal auf der Maschine gespannt werden mussten. Die langen Stillstandzeiten der alten Maschinen waren schlussendlich der Hauptgrund, warum man in zwei 5-Achs-Bearbeitungszentren MCX 1200 HVP von Burkhardt + Weber investierte und im gleichen Atemzug ein neues Spannsystem einführte. Eines der beiden Bearbeitungszentren wurde zusätzlich mit einem Palettenspeicher mit zwölf Plätzen zur automatisierten Teilezuführung für mannlose Nachtschichten ausgestattet.
„Das eingesetzte Nullpunktspannsystem von Vischer & Bolli hat sich mittlerweile wie ein Lauffeuer in Heilbronn ausgebreitet“, sagt Ott. „Wir haben es auf jeder spanenden Maschine im Einsatz. So arbeiten wir alle mit den gleichen Spannmodulen und können auch die Paletten zwischen den Maschinen durchtauschen.“ Das Spannsystem wurde zunächst auf dem manuell betriebenen BW-Bearbeitungszentrum eingeführt. Dafür wurden als Grundgerüst die hydraulisch/mechanisch betriebenen Nullpunktspannmodule der Serie Dock Lock Safe 30 in dem Maschinentisch verbaut. Die Module sind auch in einer pneumatischen Version erhältlich, diese wären in diesem Fall aufgrund der zu geringen Einzugskräfte nicht umsetzbar, wie ein Test auch mit anderen Herstellern gezeigt hat. Die Dock Lock-Serie zeichnet sich durch sehr hohe Einzugskräfte, eine hohe Wiederholgenauigkeit und eine lange Lebensdauer aus. „In unseren Spannmodulen gibt es nur drei bewegliche Teile, die Tellerfedern, den Kolben und die Spannzange“, sagt Haltiner. „Zudem spannt beim Safe 30 System, wie bei Vischer & Bolli üblich, die Zange mit 20 kN Einzugskraft formschlüssig ohne Segmente, das hat zur Folge, dass man auch nach über einer Million Spannzyklen keine Verschleißspuren erkennt.“
Rahmen hält alles an Ort und Stelle
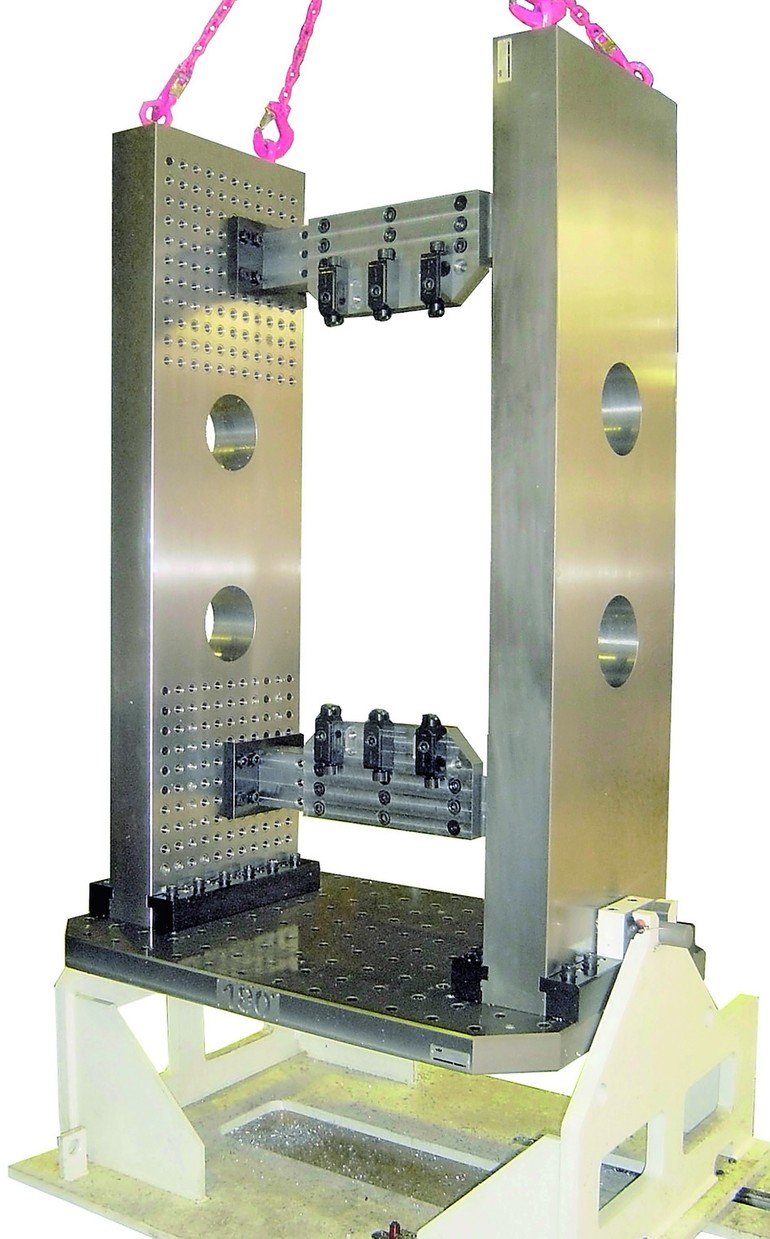
Das eigentliche Highlight der Aufspannungen steht allerdings oberhalb der Palette. Denn die Zerspanungsexperten haben auch vier gewaltige Spannrahmen bei den Schweizern bestellt. Die bis zu fünf Tonnen schweren Rahmen ermöglichen in Kombination mit dem modularen, formschlüssig arbeitenden K5000 Baukastenspannsystem die vertikale 5-Seiten-Bearbeitung der bis zu zwei Tonnen schweren Bauteile. „Zunächst hatten die Kollegen vor diesen Aufspannungen noch Respekt“, schildert Ott. „Es gab Situationen, in denen unsere Mitarbeiter die Spannmuttern sicherheitshalber zu fest angezogen haben. Da das Spannsystem aber formschlüssig arbeitet, kam es dadurch nicht zu Verspannungen im Bauteil.“
Mit dem baukastenartig aufgebauten Spannsystem kann man über eine Basisplatte stufenlos alle Punkte im Arbeitsraum erreichen. „Sie haben keinen Millimeter mehr, wo sie nicht hinkommen“, sagt Haltiner. Das K5000 Baukastenspannsystem gibt es von M8 bis M20 und ab der AMB 2016 auch in M24. Dabei kommt auch das von den Schweizern präferierte formschlüssige Spannen zum Einsatz. Gespannt werden die Bauteile mit Spitzen mit Plananlage, die zwischen 1,25 und 1,5 mm tief in das Werkstück eindringen.
Die Aufspannung mit den Rahmen in Kombination mit den Spitzen ermöglicht unglaubliche Bearbeitungen, so werden in Heilbronn in einer Höhe von 1,8 m Löcher mit einem Durchmesser von 80 mm in einem Arbeitsgang gebohrt.
In Summe wurden mit den Neuerungen die Bearbeitungszeiten, aufgrund der höheren Eiltempogeschwindigkeiten der neuen Maschinen, gesenkt und zusätzlich die Präzision bei den Bauteilen, wegen der 5-Seiten-Bearbeitung, gesteigert. Denn nun können die Vorder- und Rückseite in einer Aufspannung bearbeitet werden. Auch beim eigentlichen Spannen gibt es mit dem Spannsystem viel weniger Fehler. So werden die Werkstücke zunächst mit drei Punkten fixiert, und die eventuell weiteren benötigten Spannpunkte werden schwimmend aufgenommen. Dadurch werden Verspannungen im Bauteil quasi ausgeschlossen. Denn die schwimmend gelagerten Spanntürme werden dort geklemmt wo das Werkstück liegt, ohne dieses aus der eigentlichen Lage zu bewegen.
Mannlos auch am Wochenende
In dem automatisierten Bearbeitungszentrum mit dem angeschlossenen Werkstückspeicher kommen Automatisierungsspannzylinder Autosafe 30 zum Einsatz. Diese zeichnen sich neben einer obligatorischen Verschlusskappe, der das Eindringen von Spänen verhindert, auch durch ein neues Sicherheitskonzept aus. Denn für einen sicheren mannlosen Betrieb verfügen die Nullpunktspannmodule über zwei Sicherheitsstufen. Zum einen wird die Lage der Bauteile über eine integrierte Auflagekontrolle überwacht und zum anderen wird die Zylinderspannung an sich überwacht. „Die Werkstücke samt Spannsystem können bis zu sieben Tonnen wiegen. Wenn man sich da nicht einhundertprozentig sicher ist, dass die Bauteile sicher gespannt sind, darf man keine Maschine starten“, gibt Haltiner zu bedenken.
Das Ölvolumen in der Spanneinheit wird zur Spannkontrolle über einen Krachtsensor bestimmt. Dieser kann ganz eindeutig detektieren, ob der Kolben oben oder unten steht oder ob eine Fehlspannung vorliegt. Somit hat man mit der Anlagekontrolle vier abfragbare Zustände. Gerade bei Dreh-Fräszentren ist eine solch hohe Sicherheit, laut dem Spannexperten, zwingend notwendig.
Für die extralangen Bauteile haben die Maschinenbauer noch zusätzlich in eine Portalfräsmaschine mit einer Bearbeitungslänge von bis zu 10 Meter von Jobs investiert. In dieser kommt selbstredend auch das Schweizer Spannsystem zum Einsatz.
Nichts wird dem Zufall überlassen
Das Ziel der Heilbronner ist es, die Bearbeitungszentren nachts und am Wochenende komplett mannlos zu betreiben. „Damit man die Maschinen über Stunden hinweg mannlos arbeiten lassen kann, muss man sich bei den Werkstücken einen bestimmten Pool an Teilen zulegen, die dann geschickt kombiniert werden müssen“, sagt Ott. „Bei dem nichtautomatisierten Zentrum lässt man nachts einfach die Teile laufen, die eben länger brauchen, aber bei der Version mit den Palettenspeichern muss man Einiges an Vorarbeit investieren.“
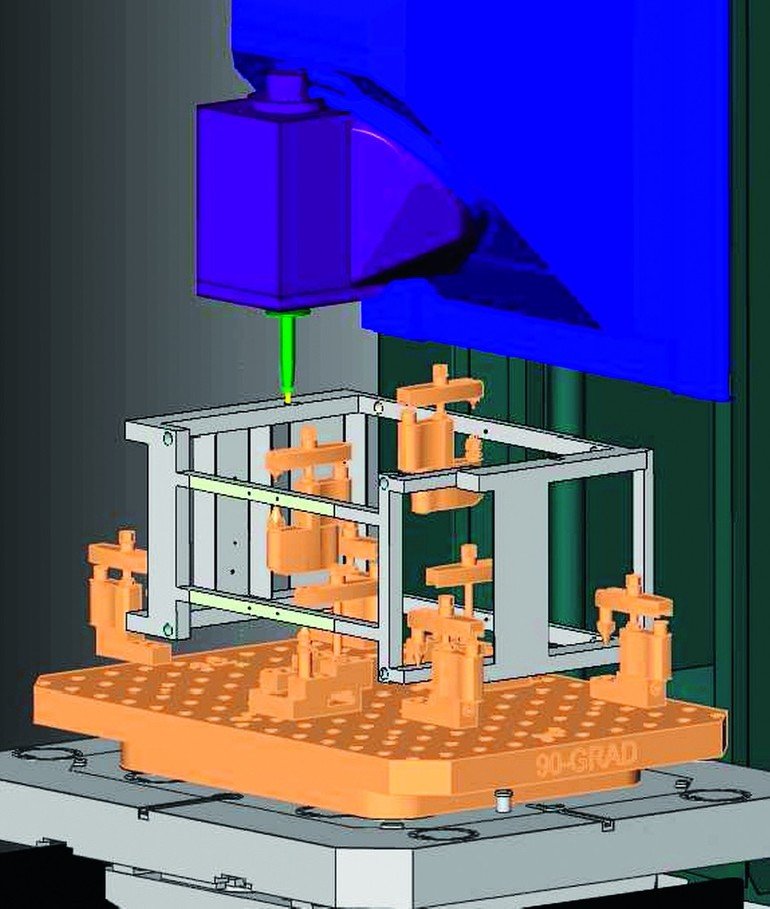
Damit in den mannlosen Schichten nichts schief geht, simulieren die Heilbronner jede Bearbeitung vorab um mögliche Kollisionen zu vermeiden und um im Vorfeld die Bearbeitungszeit der Bauteile zu kontrollieren. Dabei wird jede Spannsituation exakt simuliert, um dann die Daten dem CAM-System samt Werkstück zur Kollisionsbetrachtung zur Verfügung stellen zu können.
„Wir sind sehr froh, dass wir mit der Investition in die neuen Maschinen auch das Spannsystem umgestellt haben“, freut sich Ott. „Damit bieten sich uns zahllose Möglichkeiten und wir können das Potenzial der Hochleitungsmaschinen voll ausschöpfen. Denn nur neue Maschinen zu kaufen, wäre einfach zu kurz gesprungen.“ ■
Illig Maschinenbau GmbH & Co. KGwww.illig.de
Vischer & Bolli Werkzeug und Spanntechnik GmbHwwww.vb-tools.com
Teilen:




















{kind=link}