
Die Bauteilsauberkeit gewinnt seit Jahren zunehmend an Bedeutung: Würden sich im späteren Betrieb auch nur kleinste Partikel lösen, beispielsweise kleine Grate, so könnte dies zu Funktionsausfällen führen. Dies hat zu einer in den Fertigungsprozess integrierten aufwändigen und mit hohen Kosten verbundenen Bauteilreinigung geführt, die bei kritischen Bauteilen schon in der Entwicklungsphase mitbetrachtet wird.
Das Fertigungsverfahren Bohren hat innerhalb der spanenden Bearbeitung einen hohen Stellenwert. So entfällt auf das Bohren rund ein Drittel der Fertigungszeit, wobei wiederum etwa drei Viertel aller Bohrprozesse dem Bohren ins Volle zuzuordnen sind. Seit Jahren gewinnt dabei in der industriellen Fertigung die erreichbare Bauteilsauberkeit zunehmend an Bedeutung und ist zu einem wichtigen Qualitäts-Kriterium geworden.
Die bei einer nicht ausreichenden Bauteilsauberkeit notwendigen manuellen Nacharbeiten sowie insbesondere die dadurch entstehenden Funktionsausfälle der Bauteile im späteren Betrieb haben zu einer in den Fertigungsprozess integrierten Bauteilreinigung geführt, welche zum Teil sehr aufwendig und mit hohen Kosten verbunden ist. Insbesondere bei funktionskritischen und komplexen Bauteilen in der Automobil-, Elektro- und Elektronikindustrie, Maschinenbau, Metallverarbeitung, Luftfahrt, Hydraulik und Pneumatik wurden in Abhängigkeit der jeweils bestehenden Anforderungen die unterschiedlichsten Reinigungsanlagen entwickelt. Dadurch hat sich die Reinheitskontrolle von Bauteiloberflächen zu einem wesentlichen Bestandteil der qualitätsorientierten Fertigung entwickelt.
Partikelgröße von max. 0,2 bis 0,4 mm istakzeptabel
Dass Systeme nicht nur gegen Ende ihrer Lebensdauer durch Verschleiß oder verschleißbedingten Feinabrieb versagen, sondern bereits zu Beginn ihres Funktionseinsatzes, ist ein Umstand, der in den letzten Jahren aufmerksamer beobachtet wird. Für diese Ausfälle sind oft kleinste Partikel verantwortlich, die schon bei der Bearbeitung der Systemkomponenten entstehen und danach am oder im Bauteil verbleiben. Partikel, die zur Beeinträchtigung der notwendigen Bauteilsauberkeit führen, sind Späne, Grate oder andere verbleibende Schmutzpartikel, beispielsweise Schneidenausbrüche. Diese müssen bei der Reinigung der Bauteile zuverlässig entfernt werden.
Bei Kraftstoff führenden Teilen sind Partikel einer Größe von maximal 0,2 bis 0,4 Millimeter akzeptabel. Common-Rail-Einspritzsysteme weisen Düsenbohrungen mit einem Durchmesser im Bereich von 0,1 Millimeter auf, weshalb hier die Ansprüche deutlich höher sind. Zwei Beispiele, bei denen der Schutz vor Partikeln im Bereich weniger tausendstel Millimeter unerlässlich ist.
Das Institut für Werkzeugmaschinen der Universität Stuttgart beschäftigt sich seit vielen Jahren mit der Thematik Bauteilsauberkeit [Hei99]. Für das Kurzlochbohren sowie das Tiefbohren wurden zahlreiche Forschungsvorhaben mit dem Ziel durchgeführt, die Gratbildung zu reduzieren bzw. zu vermeiden sowie den Spanabtransport sicherzustellen [Lui06, Sch10, Hei11]. Sowohl der Spanabtransport als auch die Gratbildung gelten hinsichtlich der erreichbaren Bearbeitungsqualität als kritisch. Eine Studie mit dem Titel „Span Sauber“ hat gezeigt, dass ein merklicher Kostenanteil in der spanenden Fertigung von Spänen und Graten beeinflusst wird.
Einlippentiefbohren am IfW
Bei der Herstellung von Bohrungen mit kleinsten Durchmessern und Längen/Durchmesser-Verhältnissen von 100:1 und mehr ist das Einlippenbohrverfahren mit Vollhartmetall-Bohrern oft ohne Konkurrenz. In diesen Bereichen sind die resultierenden Schmutzpartikel zwar sehr klein, aber schädlich für die Funktion der bereits erzeugten Bohrung und die spätere Funktionstauglichkeit des Bauteils oder gar des ganzen Systems, beispielsweise bei Dieseleinspritzsystemen oder flüssigkeitsführenden Bauteilen mit sich kreuzenden Bohrungen kleiner Durchmesser.
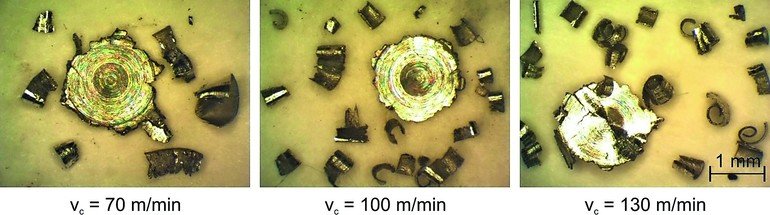
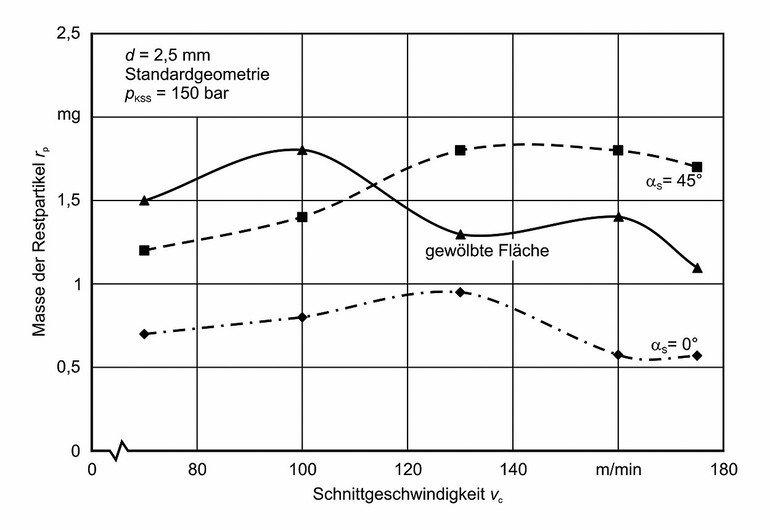
Der Abtransport der Späne stellt bei sämtlichen Tiefbohrverfahren eine der Hauptschwierigkeiten dar und wird maßgeblich durch die Spanbildung beeinflusst. Die Spanform ist im Wesentlichen vom Werkstückstoff und den gewählten Schnittparametern wie Schnittgeschwindigkeit, Vorschub und der Werkzeuggeometrie abhängig. Bild 1 zeigt für den Fall sich kreuzender Bohrungen die in der Querbohrung verbleibenden Späne in Abhängigkeit der Schnittgeschwindigkeit [Hei11]. Welchen Einfluss die Austrittsgeometrie besitzt, verdeutlicht Bild 2. So ist die Masse der Restpartikel bei ebener Austrittsfläche deutlich geringer als bei schrägen oder gewölbten Austrittsflächen.
Gratbildung beim Kurzlochbohren
Die beim Bohren auftretende Gratbildung stellt in vielen Industriezweigen ein großes Problem dar und führt ferner zu erhöhten Fertigungskosten. Dies gilt vor allem für Bauteile mit geringen Zerspanvolumina, aber hohen Ansprüchen an die Gratfreiheit. Besonders bei schrägen und sich kreuzenden Bohrungen, wie beispielsweise bei Ventilsitzen oder Hydrauliksteuergeräten, gestalten sich die Entgratoperationen oft problematisch. Oberstes Ziel des Entgratprozesses ist die sichere Durchführbarkeit von nachfolgenden Fertigungs- und Montageschritten sowie die Funktionserfüllung des fertigen Produktes. Aus wirtschaftlichen Gesichtspunkten sollte der Grat jedoch nur so weit wie nötig und nicht so weit wie möglich entfernt werden. Durch eine geschickte Nutzung der Kenntnisse über die Gratbildungsmechanismen kann und konnte in vielen Fällen eine merkliche Gratverminderung realisiert werden und eine Nachbearbeitung entfallen.
Mehrere Forschungsvorhaben am IfW beschäftigten sich im Detail mit der Gratbildung beim Kurzlochbohren [Lui06, Sch10, Hei14]. Die Gratbildung selbst kann beim Kurzlochbohren in fünf Phasen unterteilt werden. In der ersten Phase ist der Bohrer noch in ausreichendem Abstand von der Austrittsfläche und der vorhandene Werkstoff wird nicht plastisch oder elastisch verformt. In der zweiten Phase wölbt sich im Bereich der Austrittsfläche die Werkstückoberfläche zunächst elastisch, dann aufgrund der wirksamen Vorschubkräfte plastisch, bevor sich in der dritten Phase ein schmaler Deckel bildet, welcher nur noch am Rand an einer sehr dünnen Stelle gehalten wird. Mit zunehmendem Vorschubweg kann der Deckel die Vorschubkräfte nur noch am Rand aufnehmen. In einem plastischen Verformungsvorgang wird der Deckel in der vierten Phase nach oben gedrückt und schließlich abgetrennt. Der noch am Werkstück verbleibende Restwerkstückwerkstoff wird in der fünften Phase vollständig durch das Werkzeug zum verbleibenden Grat geformt [Lui06].
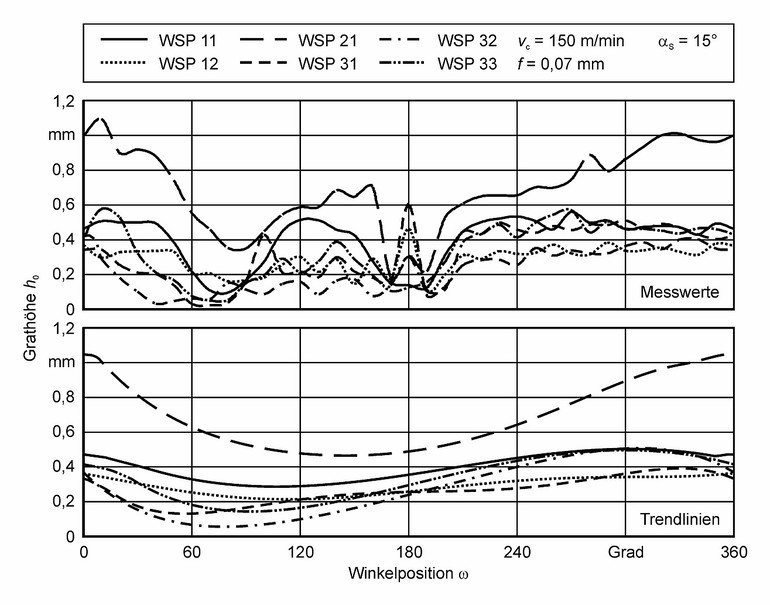
Entscheidend hinsichtlich Gratbildung sind der Bereich und der Materialanteil, der zum Grat umgeformt wird und somit die Geometrie der Schneidenecke beziehungsweise der Schneide selbst. Bild 4 verdeutlicht für den Fall des schrägen Ausbohrens den Einfluss der Schneidengestalt auf die Grathöhe. Wirkt die Passivkraft an der Schneidenecke in Richtung Bohrungswand, ist der für den Gratbildungsprozess verantwortliche Materialanteil geringer und die Schneidkantenverrundung in diesem Bereich ebenfalls geringer, wird ein deutlich kleinerer Grat geformt.
Untersuchungen hinsichtlich des eingesetzten Schmierkonzepts haben gezeigt, dass durch den Einsatz von Minimalmengenschmierung gegenüber der Trockenbearbeitung keine nennenswerten Verbesserungen zu erreichen sind [Sch10]. Gleiches gilt für den Fall der ultraschallunterstützten Bearbeitung [Hei14].
Angepasste Lösungen erforderlich
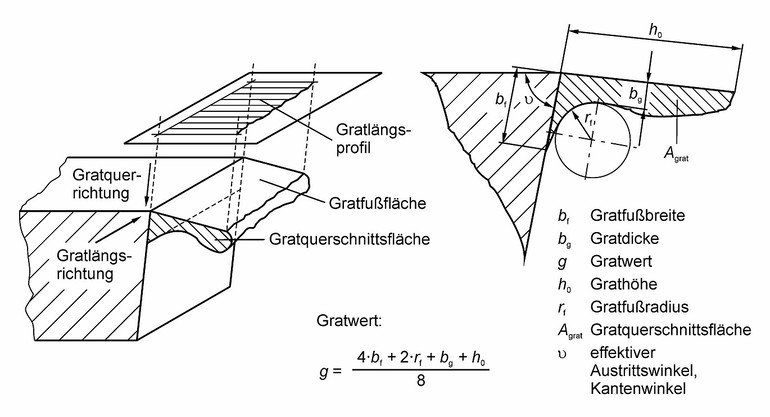
Die Untersuchungen hinsichtlich Bauteilsauberkeit – sei es der Spanabtransport oder die Gratbildung – haben gezeigt, dass nur eine angepasste Lösung für die jeweilige Bearbeitungsoperation und das betrachtete Bauteil zum Erfolg führt. Insbesondere zeigen die bisherigen Erkenntnisse, dass es sich bei der Gratbildung um ein komplexes Zusammenwirken vieler Faktoren handelt. So hängt die Gratbildung maßgeblich von den drei Größen Werkstück, Werkzeug und Prozessparameter ab. Dementsprechend spielt beim Werkstück das Material, die Geometrie und die Temperatur eine bedeutende Rolle. Bekannt ist, dass die Temperatur wiederum maßgeblich von den Kühlbedingungen und der Geometrie des Werkzeugs abhängt. Diese Abhängigkeiten lassen sich nicht getrennt voneinander betrachten und erschweren die Erforschung eines einzelnen Einflussfaktors auf die Gratbildung. Darüber hinaus spielt die Geometrie des Grats selbst sowie die Haftung am Bauteil eine große Rolle für die Gratbildung und die Bauteilsauberkeit. So lassen sich hohe Grate mit einer geringen Gratbußbreite leichter entfernen als solche mit einer großen Gratfußbreite (vgl. Bild 5). ■
Institut für Werkzeugmaschinen IfW,Universität Stuttgartwww.ifw.uni-stuttgart.de
Die Autoren
Dr.-Ing. Michael Schaal, Rocco Eisseler und Dr.-Ing. Thomas Stehle, Institut für Werkzeugmaschinen IfW, Universität Stuttgart
Literatur
[Hei99] Heisel, U.; Rothmund, J.; Stortchak, M.; Eisseler, R.: Gratbildung beim Tiefbohren. In: ZWF 94 (1999) 6, S. 337-340.
[Lui06] Luik, M.: Gratbildung und Gratminimierung bei asymmetrisch mit Hartmetall-Wendeschneidplattten bestückten Bohrwerkzeugen. Dissertation Universität Stuttgart, 2006. ISBN 978-3-00-020967-3.
[Sch10] Schaal, M.: Einfluss der Werkstückaustrittsgeometrie und des Kühlmittels auf die Gratbildung beim Bohren mit asymmetrisch mit Hartmetall-Wendeschneidplatten bestückten Bohrwerkzeugen. Dissertation Universität Stuttgart, 2010. ISBN 978-3-00-032713-1.
[Hei11] Heisel, U.; Schaal, M.; Sabou, F.: Bauteilsauberkeit beim Einlippentiefbohren. In: ZWF Zeitschrift für wirtschaftlichen Fabrikbetrieb 106 (2011) 1-2, Carl Hanser Verlag, München, S. 36-40.
[Hei14] Heisel, U.; Schaal, M.; Stehle, T.: Gratbildung beim Ultraschallunterstützten Bohren mit Wendeschneidplattenbohrern. In: ZWF Zeitschrift für wirtschaftlichen Fabrikbetrieb 109 (2014) 5, S. 324-327.
[Sch76] Schäfer, F.: Untersuchungen zur Gratbildung und zum Entgraten insbesondere beim Umfangsstirnfräsen. Dissertation Universität Stuttgart, 1976.
Zukunftsideen in Serie

Wie die Zukunft der Zerspanung aussehen kann, präsentieren die Mitglieder des Vereins für Zukunftsorientierte Zerspanung e.V. in einer exklusiven Serie in der mav.
Teilen:



















{kind=link}