

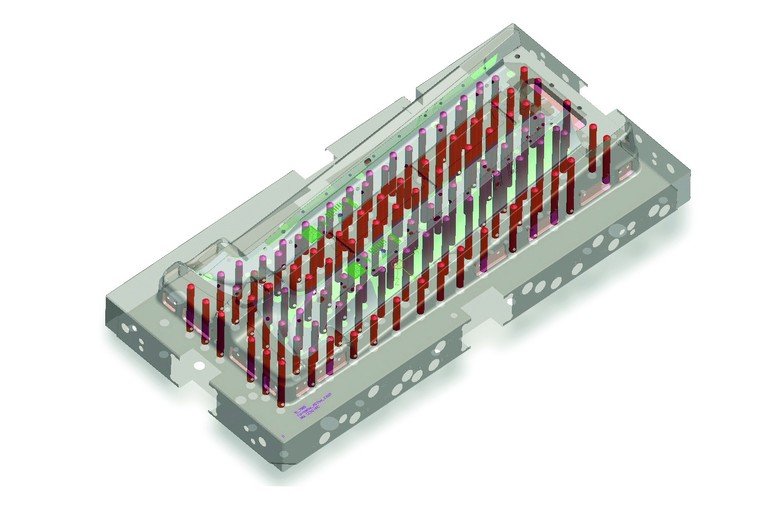


Um eine hohe Taktzeit beim Spritzgießen zu erreichen, ist die Kühlung des Spritzgießwerkzeuges einer der wichtigsten Aspekte. Denn dadurch wird definiert, wann das Bauteil entformt werden kann. Um die dafür nötigen Kühlbohrungen, die sogenannten Steiger, zu einem Kreislauf zusammenzufassen, werden allerdings besonders anspruchsvolle Verbindungsbohrungen benötigt. Mit dem Einsatz des Wechselkopfbohrers TTD von Mapal bearbeitet der Formenbauer HKR Werkzeugtechnik GmbH unter anderem diese Steigbohrungen nun fünfmal schneller als vorher.
Die verschiedensten Spritzgussformen – für Airbaggehäuse, Türverkleidungen im Lkw, für die Gehäuse von Akkuschraubern oder die Mittelkonsole im Pkw – sind in der Fertigung und Montage der HKR Werkzeugtechnik GmbH im baden-württembergischen Spraitbach zu finden. Mit seinen 60 Mitarbeitern hat sich das 1994 gegründete Unternehmen auf den Bau von Spritzgießwerkzeugen bis zu einem Gewicht von 20 Tonnen spezialisiert. Dafür kommt hauptsächlich der im Kunststoffformenbau gängige Werkzeugstahl 1.2738 zum Einsatz. „50 bis 70 Formen verlassen jährlich unsere Hallen“, sagt Geschäftsführer Rolf Schürle. Den Hauptanteil machen dabei die Formen für die Innenausstattung von Automobilen aus. „Diese Bauteile werden immer komplexer, dünnwandiger und umfangreicher“, erklärt Schürle. Entsprechend anspruchsvoller gestaltet sich auch der Bau der Spritzgießwerkzeuge.
Prozesssicherheit ist entscheidend
Durchschnittlich zwei Formen, deren Einzel-Wert nicht selten im sechsstelligen Bereich liegt, fertigt das Unternehmen pro Auftrag. Entsprechend groß ist die Wertschöpfungskette. Bis zum kompletten Werkzeug durchläuft ein Stahlrohling zahlreiche Bearbeitungs- und Montageprozesse. Und selbst kleinste Fehler in der Form sind später auf der Oberfläche des gegossenen Kunststoffbauteils zu sehen – Reparaturen sind nur bedingt möglich. Wenn Ausschuss produziert wird, ist das demnach sehr teuer. „Da liegt es nahe, dass bei allen Bearbeitungen vor allem die Prozesssicherheit im Vordergrund steht“, betont Schürle.
So ist es auch beim Bohren der Kühl- und Verbindungsbohrungen: Denn bevor diese ins Werkstück eingebracht werden, wurden schon zahlreiche Vorbearbeitungen umgesetzt. Die Verbindungsbohrungen mit einem Durchmesser von 18 mm, die nach den Kühlbohrungen (Durchmesser 12 mm), eingebracht werden, sind besonders anspruchsvoll: „Wir haben es dort mit großen Bohrtiefen und durch die bereits vorhandenen Kühlbohrungen mit zahlreichen Schnittunterbrechungen zu tun“, sagt Schürle. Voraussetzungen, die ein Verklemmen oder Brechen eines Bohrers begünstigen.
„Ein abgebrochener, feststeckender Bohrer ist dabei der schlimmste Fall. Denn dann ist das Bauteil meist nicht mehr zu retten“, verdeutlicht Schürle. Für diese anspruchsvollen Bohrungen setzte HKR Werkzeugtechnik hauptsächlich Einlippenbohrer ein. Das führte zwar zum gewünschten Ergebnis, jedoch musste das Unternehmen mit den Einlippenbohrern sehr lange Bearbeitungszeiten und einen hohen Verschleiß in Kauf nehmen.
Schwierige Bohrsituationen meistern
Über den Einsatz eines Feinbohrwerkzeugs kam vor rund zwei Jahren der Kontakt zwischen HKR Werkzeugtechnik und dem Werkzeughersteller Mapal zustande. Der zuständige Anwendungstechniker bei Mapal, Markus Götzelmann, brachte dann auch für die Bearbeitung der Verbindungsbohrungen den Wechselkopfbohrer TTD ins Spiel. Beim TTD ist das kostenintensive Hartmetall auf den Werkzeugkopf beschränkt und dennoch steht der Bohrer monolithischen Werkzeugen in Nichts nach: Denn die sehr stabile Trennstelle ermöglicht eine optimale Drehmomentübergabe und gleichzeitig hohe Wechsel- und Rundlaufgenauigkeiten. Zudem erzielt der Wechselkopfbohrer auch bei schwierigen Bearbeitungsaufgaben, auch dank seiner optimalen Zentrierfähigkeit, gute Ergebnisse. Die speziell ausgelegte Bohrkopfgeometrie sorgt für eine ideale Spanbildung und einen sicheren Abtransport der Späne in die Spanräume des TTS-Halters. Selbst bei einer Schnittunterbrechung durch Querbohrungen behält der Bohrer durch die drei Führungsfasen einen ruhigen Lauf. Eine optimale Lösung also für die Verbindungsbohrungen.
Bearbeitungszeit um 80 Prozent gesenkt
Tests in der Mapal Forschungs- und Entwicklungsabteilung überzeugten Schürle schließlich endgültig davon, den zweischneidigen Bohrer für die Bearbeitung der Spritzgießwerkzeuge einzusetzen. Mit besten Ergebnissen: „Wir bohren mit dem TTD im Durchmesser 18 Millimeter die Verbindungsbohrungen – und können den fünffachen Vorschub im Vergleich zum Einlippenbohrer fahren“, zeigt sich Michael Pfitzer, Meister der Fräserei bei HKR, begeistert. So ist nun auch nur noch ein Fünftel der bisherigen Bearbeitungszeit nötig und das ist bei bis zu 100 Bohrungen pro Bauteil eine ganze Menge. Zudem kann der Werkzeugkopf direkt in der Maschine gewechselt werden. „So sparen wir noch mehr Zeit“, freut sich Pfitzer.
Da die Verbindungsbohrungen der Kontur des Spritzgießwerkzeugs folgen, sind alle Bohrungen unterschiedlich tief. Aus diesem Grund kommen verschiedene Halterlängen zum Einsatz. So werden die Piloten für die Tieflochbohrungen sowie die Verbindungsbohrungen mit geringer Bohrtiefe zum Bespiel mit einem Halter mit der Länge 8xD realisiert. Als Tieflochbohrer kommt der TTD hingegen in den Längen 12xD und 18xD zum Einsatz. Bei allen wird mit einer Schnittgeschwindigkeit von 80 m/min und einem Vorschub von 0,2 mm pro Umdrehung gearbeitet.
Da sich der Wechselkopfbohrer bei den Verbindungsbohrungen bewährt hat, setzt HKR ihn auch für weitere Bohrungen ein: Im Durchmesser 41 mm nutzt der Formenbauer den Bohrer beispielsweise, um die Düsenbohrungen für die Kunststoffeinspritzung zu bearbeiten. Zuvor wurde gebohrt, zirkular gefräst und abschließend ausgespindelt, um auf den erforderlichen Durchmesser zu kommen. Heute wird nur noch ins Volle gebohrt und dann ausgespindelt. „Inzwischen haben wir den TTD bei fast allen unseren Formen im Einsatz“, sagt Schürle, „denn wir sind vor allem mit der Geschwindigkeit und der Prozesssicherheit der Bearbeitung sehr zufrieden.“
Kompetenz und Betreuung überzeugen
„Als Mapal auf der AMB 2016 die neuen Tieflochbohrer für den kleinen Durchmesserbereich präsentierte, habe ich Markus Götzelmann direkt darauf angesprochen“, erinnert sich Schürle. Denn für tiefe Bohrungen mit den Durchmessern 3 und 4,5 mm in gehärteten Bauteilen mit 50 HRC, beispielsweise für Auswerferbohrungen, die eine H7-Führung über eine Länge von 3xD haben, gab es bei HKR keine rundum befriedigende Lösung.
„Wenn wir vor dem Härten gebohrt haben, gab es nach dem Härten Probleme mit der Lage. Haben wir nach dem Härten gebohrt, mussten wir die Einlippenbohrer ständig nachschleifen lassen“, erinnert sich Pfitzer. Zeitnah wurden daraufhin die neuen Tieflochbohrer aus Vollhartmetall bei HKR implementiert. Heute werden die Auswerferbohrungen nach dem Härten gebohrt. „Die Freibohrungen sind super“, freut sich Pfitzer. „Und mit rund 80 Bohrungen überzeugt uns auch der Standweg“, ergänzt Schürle.
Aktuell wird die Zusammenarbeit auch beim Fräsen ausgeweitet. „Wir werden heute von Mapal rundum betreut. So werden für uns so lange Versuche gefahren, bis das optimale Werkzeug mit der optimalen Beschichtung, genau auf unsere Bearbeitung abgestimmt, gefunden ist“, erklärt Schürle. Momentan sind zum Beispiel Kontur- und Planfräser von Mapal bei der HKR Werkzeugtechnik im Test. ■
HKR Werkzeugtechnik GmbHwww.hkr-werkzeugtechnik.de
Mapal Dr. Kress KG www.mapal.com
Hier finden Sie mehr über:
Teilen:




















{kind=link}