


Beim hochgenauen Verzahnungsschleifen beeinflussen die Spannmittel und Handlingsysteme ganz wesentlich die Prozessstabilität, den Output und die Kosten. Der Verzahnungsspezialist Pre-Tec (ehemals Maschinenbau Durst) versteht es, die Effizienzpotenziale gezielt zu nutzen und setzt dabei auf anwendungsspezifischeHydro-Dehnspannmittel und Universalgreifer von Schunk.
Die Pre-Tec GmbH & Co. KG aus Pfaffenhofen/Württemberg, die im Jahr 2015 aus der ehemaligen Maschinenbau Durst GmbH & Co. KG hervorgegangen ist und auf eine nun 70-jährige Firmengeschichte zurückblicken kann, zählt zu den erfahrenen Anbietern im Bereich der Getriebe-, Antriebs- und Verzahnungstechnik. Das Leistungsspektrum des rund 130 Mitarbeiter starken Betriebs reicht von Einzelstücken, kleinen und mittleren Losgrößen für den Maschinenbau und die Luftfahrtindustrie bis hin zu großvolumigen Aufträgen für die Automotive-Industrie. Dabei geht der Trend derzeit zur Fertigung kompletter Bauteile, zum Teil in einer Größenordnung von mehreren Hunderttausend identischen Zahnrädern pro Jahr. „Auf lange Sicht muss dies jedoch nicht so bleiben, denn wir sind Lohn- und Auftragsfertiger“, betont Ulrich Heinz, CTO bei Pre-Tec. „Je nachdem, welche Projekte kommen, kann es morgen schon wieder ganz anders aussehen.“
Hydro-Dehn-Werkstückspanntechnik als wesentlich günstigere Lösung
Entsprechend flexibel haben die Verzahnungsspezialisten sich aufgestellt. Das gilt sowohl für den Maschinenpark, der derzeit unter anderem einige der aktuellen Reishauer Maschinen von der RZ 160 bis zur RZ 1000 zum Teil in mehrfacher Ausführung umfasst, als auch für dessen Ausrüstung. „Als Spannmittel beschaffen wir in der Regel Schunk Hydro-Dehnspanntechnik, weil sie im Vergleich zu mechanischer Spanntechnik deutlich günstiger ist, die Lieferzeiten kürzer sind und die Futter und Dorne mindestens genauso gut funktionieren“, führt der technische Leiter aus. „Wenn ich kleinere Serien habe, dann kann ich nicht 15 000 bis 20 000 Euro für zwei mechanische Spannfutter ausgeben. Das lässt der Kunde beziehungsweise das Projekt oftmals nicht zu. Mit Hydro-Dehnspanntechnik in der Größenordnung von 8000 Euro bin ich oft komplett bedient und es geht wesentlich zügiger.“ Das gelte auch für Großserien: „Unsere Erfahrung zeigt, dass Hydro-Dehnspannlösungen auch im automatisierten Betrieb sehr gut funktionieren, wenn die Beladung sauber positioniert ist. Bei Durchmessern in einem Bereich von 40 Millimeter muss das Spannmittel über mehrere Hunderttausend Zyklen hinweg lediglich frisch mit Öl befüllt werden. Mehr ist nicht nötig.“
Das wiederum ist mit minimalem Aufwand verbunden, denn Lauffen, der Stammsitz von Schunk, liegt um die Ecke und im Ernstfall könne man sogar vor Ort kurz warten. Lediglich bei kleinen Durchmessern unter 30 mm, die entsprechend hohe Dehnraten erfordern, komme es technisch bedingt vor, dass nach 90 000 bis 100 000 Zyklen eine neue Dehnbüchse fällig ist, was dank der geschraubten Büchsen bei den Hydro-Dehnspannmitteln beinahe ebenso einfach zu lösen sei. „Ab Spanndurchmessern von 30 Millimeter aufwärts sind unserer Erfahrung nach mit den Schunk Hydro-Dehnspannmitteln zuverlässig über 200 000 Spannzyklen ohne Eingriff möglich.“ Ganz zu schweigen vom Reinigungsaufwand, der bei den hydraulischen Spannmitteln minimal und daher nicht mit dem von mechanischen Futtern zu vergleichen sei. Nicht zuletzt die jahrzehntelange Erfahrung des Spannmittelherstellers im Bereich der Hydro-Dehnspanntechnik, die kurzen Wege und der direkte Draht in die dortige Konstruktion zahlen sich für Pre-Tec aus. „Mir ist es wichtig, direkt mit den Fachleuten zu sprechen, die mein Problem dann auch lösen“, unterstreicht Ulrich Heinz.
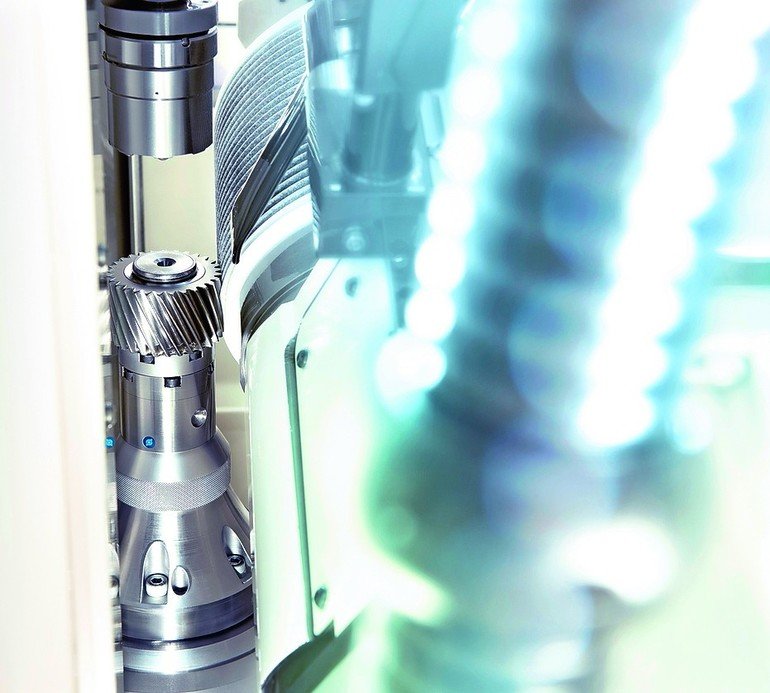
Bis heute gelten die hydro-dehntechnischen Lösungen als Geheimtipp und für so manchen Anwender als Ultima Ratio, wenn andere Spanntechnologien an Grenzen stoßen. Sie werden stets anwendungsspezifisch gefertigt und zeigen ihre Stärke immer dann, wenn eine hochgenaue kreisrunde Spannung gefragt ist – beim Wälzschleifen, Wälzfräsen, Stoßen, Drehen und Hobeln ebenso wie beim Wuchten, Messen und Prüfen. Sie verfügen über so manchen Kniff, wie beispielsweise den von Schunk entwickelten Axialrückzug, der auch bei den Verzahnungsspezialisten zum Einsatz kommt.
Axialrückzugsfutter erlauben schnellen Werkstückwechsel
Hydro-Dehnspannwerkzeuge mit Axialrückzug sind eine wirkungsvolle Lösung, um bei sehr hoher Genauigkeit die Rüstzeiten zu minimieren und zusätzlich Kosten einzusparen. Sie zentrieren und spannen die Werkstücke innerhalb kürzester Zeit mit einer Gesamtwiederholgenauigkeit 0,006 mm über drei Schnittstellen, d. h. im Durchschnitt 0,002 mm pro Schnittstelle von Maschine zu Grundfutter, von Grundfutter zu Dehnspanndorn sowie von Dehnspanndorn zu Werkstück.
Zusätzlich gewährleistet der Axialrückzug eine vollständige Plananlage, indem das Werkstück durch eine Membrane axial an die Planfläche gezogen wird. Das verhindert selbst kleinste Taumelfehler und sorgt für eine sehr hohe Stabilität bei der Bearbeitung. Da die Hydro-Dehntechnologie die Zahnräder automatisch präzise zur Achsmitte zentriert, ohne dass Prüf- oder Ausrichtarbeiten erforderlich sind, kann der Prozess voll automatisiert mit sehr kurzen Taktzeiten ablaufen. Werden unterschiedliche Werkstücke bearbeitet, genügt ein einziges Grundfutter, das einmalig präzise ausgerichtet und mit der Maschine verschraubt wird. Auf dieses Grundfutter können dann die unterschiedlichsten Hydro-Dehnspannwerkzeuge aufgesteckt und ohne eine Fixierung durch Schrauben schnell und präzise gespannt werden. Die Planflächen der Grundfutter und Spannwerkzeuge werden von Schunk in einem aufwändigen Verfahren hochgenau geschliffen, so dass die Genauigkeitsverluste an der Schnittstelle gegen Null gehen.
Die Hydro-Dehnspannmittel mit Axialrückzug ermöglichen sowohl eine manuelle als auch – wie bei Pre-Tec – eine hochfrequente, maschinelle Beladung rund um die Uhr. Betätigt werden sie über ein in der Maschine befindliches Hydraulikaggregat per integriertem Druckübersetzerzylinder oder per Maschinenzylinder. Sie sind hermetisch gegen Schleifpartikel abgedichtet und leicht zu reinigen. Optional gibt es die Spannfutter beziehungsweise Spanndorne mit einer zweiten Hydraulikübergabe und einem Luftanschluss für die Anlagekontrolle der zu spannenden Werkstücke. Um Zahnräder mit unterbrochenen Flächen automatisiert zu bearbeiten, nutzen die Verzahungsspezialisten anstelle der Luftanlagekontrolle einen Gegenhalter zur Abfrage. So ist auch hier ein prozesssicherer Werkstückwechsel gewährleistet.
Schlanker Aufbau und hohe Genauigkeit
Ein entscheidender Vorteil des Schunk-Axialrückzugsfutters ist nach Ansicht von Ulrich Heinz neben den kurzen Rüstzeiten dessen schlanker, störkonturoptimierter Aufbau. „Gerade bei Kleinbauteilen, aber auch bei Wellen braucht das Spannmittel eine gewisse Steifigkeit und soll trotzdem schlank aufbauen, damit ich in den Arbeitsbereich komme“, erläutert der Schleifprofi. Mit der inneren Dämpfung, der Rundlauf- und Wiederholgenauigkeit sowie mit dem Verhalten im voll automatisierten Schleifbetrieb habe Pre-Tec sehr gute Erfahrungen gemacht. „Bei dem Niederzugsfutter muss ich nur die Spannschraube am Grundfutter lösen, den Spanndorn herausnehmen, sorgfältig reinigen, den neuen Spanndorn einsetzen und die Schraube anziehen.“
Gerade einmal zwei bis drei Minuten seien dafür erforderlich, zumal das umständliche Ausrichten konventioneller Lösungen beim Axialrückzugsfutter komplett wegfalle. Eine Anzeige informiert über den ordnungsgemäßen Spannzustand. Auch wenn es schnell geht, rät Heinz zur Sorgfalt: „Sauberkeit ist das A und O. Dann erreichen wir über den Zentrier- und Niederzugseffekt im Gesamtsystem regelmäßig eine Genauigkeit von 3 bis 4 Mikrometer – das ist immer wieder faszinierend.“ Ebenso begeistert zeigt er sich von der Zuverlässigkeit des Rückzugsfutters, denn Ausfälle des Grundfutters habe er selbst noch nie erlebt. Beim eigentlichen Spanndorn wiederum, der im Rückzugsfutter gespannt wird und in hoher Frequenz die Zahnräder aufnimmt, richtet sich der Verschleiß nach der Art der Werkstücke. „Wenn ich am Kopfkreis auf einer Innenverzahnung oder Nut spanne, ist ein Verschleiß der Spannbüchse nicht zu vermeiden.“ In solchen Fällen nutzen die Schleifprofis Zwischenbüchsen, um die Dehnbüchse des Spanndorns zu schonen.
Um einen möglichst hohen Output erzielen zu können, wurde das Niederzugsfutter speziell gewuchtet, so dass heute Schnittgeschwindigkeiten von 100 m/s und Werkstückspindeldrehzahlen von 3000 min-1 möglich sind. Je nach Werkstück liegen die Taktzeiten oftmals unter 30 Sekunden. Wichtig ist hierbei eine zuverlässige Spann- und Greiftechnik. Auch aus diesem Grund vermeidet Heinz Kompromisse beim Handling, denn zum Teil müssen auf der RZ 400 und der RZ 1000 Durchmesser bis 500 mm mit vergleichsweise langen Fingern gehandhabt werden.
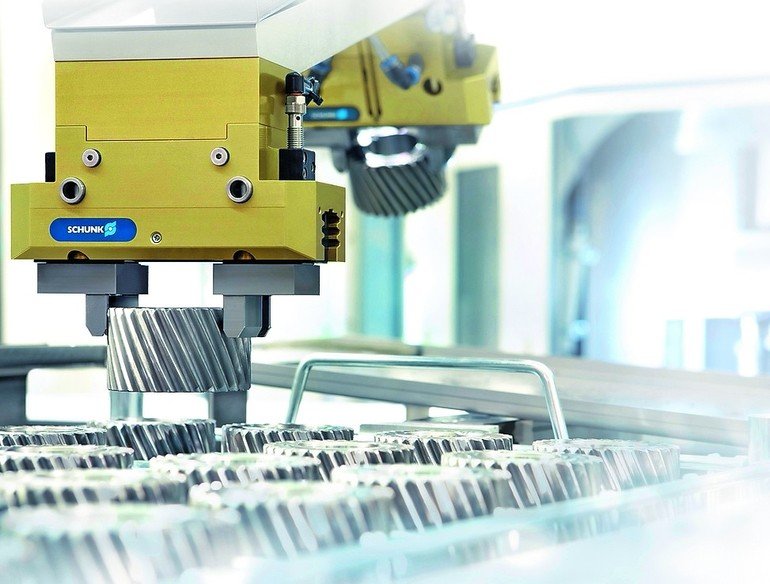
Leistungsdichte Schunk PGN-plus Universalgreifer gewährleisten in den Anwendungen ermüdungsfrei eine zuverlässige Handhabung und eine präzise Beladung. Deren Vielzahnführung verteilt die beim Greifvorgang entstehenden Lasten auf mehrere Schultern, wovon die Stabilität, Präzision und Prozesssicherheit profitieren. Das Führungsprinzip der Greifer gewährleistet eine dauerhaft exzellente Wiederholgenauigkeit von 0,01 mm. Zusätzlich sorgt ein Ovalkolbenantrieb für hohe Kräfte auf kleinem Bauraum, wodurch sich besonders kompakte Lösungen realisieren lassen.
In der neuesten Version des PGN-plus gehen die Greifexperten sogar noch einen Schritt weiter: Indem das Stützmaß zwischen den sechs lasttragenden Schultern der Vielzahnführung vergrößert wurde, können noch höhere Momente aufgenommen und bei Bedarf längere Finger eingesetzt werden. Zudem sorgt eine Dauerschmierung über durchgängige Schmierstofftaschen in der Vielzahnführungskontur dafür, dass der Greifer unter normalen, sauberen Einsatzbedingungen nun lebenslang wartungsfrei ist.
Last but not least wurde auch die Fläche des Antriebskolbens vergrößert, wodurch die Greifkraft steigt und höhere Werkstückgewichte gehandhabt werden können. Verglichen mit anderen Greifern, mit denen man bei Pre-Tec ebenfalls Erfahrungen gemacht habe, punkten Schunk-Greifer nach Ansicht von Ulrich Heinz vor allem mit ihrer hohen Zuverlässigkeit, aber auch mit ihrer Optionsvielfalt. So können mit speziellen Schnellwechselfingern sehr kurze Rüstzeiten bei einem Durchmesserspektrum von 70 bis 250 mm abgedeckt werden. Doppelwendegreifer ermöglichen an den einspindeligen Maschinen darüber hinaus eine effiziente Beladung und perfektionieren damit das Zusammenspiel mit den Hydro-Dehnspannmitteln. ■
Schunk GmbH & Co. KGwww.schunk.com
Hier finden Sie mehr über:
Teilen:




















{kind=link}