



Die Anforderungen an eine möglichst geringe Rauheit von Oberflächen steigen – teils aus ästhetischen Gründen, vor allem aber wegen funktioneller Notwendigkeiten, wie der Reibungsminderung. Konventionelle Polierverfahren stoßen hier inzwischen an ihre Grenzen. Als Alternative testeten die Lasermikrobearbeitungsspezialisten der GFH GmbH jetzt Ultrakurzpulslaser, die bisher aufgrund ihrer typischen, weitgehend schmelzelosen Arbeitsform gar nicht in Betracht gezogen worden waren.
Im Burstbetrieb erreichten sie jedoch nicht nur eine signifikante Verminderung der Oberflächenrauheit, sondern auch eine Verkürzung der Prozesszeiten und erfüllten damit alle Ansprüche an ein Hochleistungspolierverfahren. Die neue Lösung wird bereits in ersten Bearbeitungszentren von GFH eingesetzt.
Polieren erfüllt Funktionsanforderungen
Das Polieren von metallischen Werkstoffen ist in der industriellen Fertigung in vielen Bereichen, wie der Feinwerktechnik oder dem Formenbau, von essenzieller Bedeutung: Zum einen ist das Minimieren von Rauheitsspitzen in zahlreichen Anwendungen notwendig, um bestimmte Funktionsanforderungen zu erfüllen, zum anderen werden dadurch Optik und Haptik verbessert. Bei der Güte der Politur wird in der Praxis in drei Bereiche unterteilt: Gängige Fertigungsverfahren wie Fräsen, Drehen und Schleifen erzeugen eher raue Oberflächen mit Ra > 0,4 µm. Bei optischen Komponenten wird eine Oberflächenrauheit von Ra < 50 nm gefordert. Der Großteil der Anwendungen bewegt sich jedoch im Bereich der technischen Rauheit von Ra = 0,05 bis 0,4 µm, wobei sich die Prozesszeit beispielsweise für eine mittlere Rauheit von 0,1 µm auf 1 cm²/min beläuft.
Problematiken gängiger Politurverfahren
Wo die Feinheit der konventionellen, spanenden Bearbeitung nicht ausreicht, kamen bisher vor allem mechanische und elektrochemische Polierverfahren zum Einsatz. Bei ersterem wird das Metall mittels eines Politurträgers, einer rotierenden Scheibe mit Stoff- oder Lederbezug, und eines Politurmittels auf Hochglanz gebracht. Allerdings lassen sich Körper so nur großflächig bearbeiten, während kleine, filigrane Bereiche nicht gezielt oder gar nicht poliert werden können. Bei der elektrochemischen Methode wird das Metall in eine spezielle Elektrolytlösung getaucht und unter Zunahme von Spannung geglättet, wobei die Rauheitsspitzen schneller abgetragen werden als die -täler. Dieses Verfahren erfordert jedoch den sachkundigen Umgang mit Gefahrstoffen, um Gesundheits- wie auch Umweltschäden zu vermeiden.
Eine flexiblere und zugleich ungefährlichere Alternative stellt das Laserpolieren dar. Metallische Oberflächen werden dabei durch einen gebündelten Lichtstrahl berührungslos poliert, indem eine dünne Randschicht umgeschmolzen wird. Die lokal begrenzte Schmelze verflüssigt sich gleichmäßig, so dass eine ebene Fläche entsteht und Rauheitsspitzen geglättet werden. Verwendet werden hierzu bisher zwei Arten von Lasersystemen: Für Rauheiten von wenigen Mikrometern werden gepulste Laser mit einigen 100 ns Pulsdauer eingesetzt, bei raueren Oberflächen dagegen Dauerstrichlaser. Die Umschmelztiefe liegt bei beiden Varianten zwischen 100 nm bis 100 µm. Kleinste Veränderungen der prozessrelevanten Einflussgrößen, zum Beispiel Materialschwankung, können allerdings die Oberflächengüte beeinflussen. Aufgrund des dadurch sehr instabilen Polierergebnisses konnten sich die am Markt existierenden Laserpoliersysteme noch nicht gegen die konventionellen Polierverfahren durchsetzen.
Tests mit UKP-Laser an verschiedenen Stählen
An den Leistungsgrenzen der konventionellen Fertigung, insbesondere bei selektiven Bearbeitungen, etwa beim Abtragen, Bohren oder Schneiden, werden daneben bereits Strahlquellen mit ultrakurzen Laserpulsen eingesetzt. Diese nutzen die Dampfphase des Materials zur Bearbeitung, Schmelze und damit verbundene Nachbearbeitungsschritte entfallen. Solche Strahlquellen zum Laserpolieren zu verwenden, wurde bisher kaum in Betracht gezogen, da es dabei gerade darauf ankommt, Schmelze zu erzeugen. Nutzt man jedoch die Eigenschaft der sehr kurzen Laserpulse sowie die damit verbundene exzellente Absorptionsfähigkeit der Photonen im Elektronengitter und betreibt den Laser bei Wiederholfrequenzen > 2 MHz quasi im Dauerstrichbetrieb unter Verwendung von Bursts, lassen sich UKP-Laser durchaus als Polierwerkzeug einsetzen, wie Untersuchungen bei GFH gezeigt haben.
Um deren Potenzial zu bewerten, wurde eine Picoblade-Strahlenquelle von Time Bandwidth Products an drei Stählen getestet, Vergütungsstahl 1.1191, Werkzeugstahl 1.2312 und Edelstahl 1.4301. Deren Oberflächen wurden jeweils mittels Stirnfräsen, Plandrehen und Schleifen vorbereitet, so dass sie unterschiedliche Strukturierungen und Rauheiten aufwiesen. Die Ausgangsrauheiten lagen für die gefrästen und gedrehten Oberflächen im Bereich von Ra = 2 bis 1,2 µm, für die geschliffenen bei Ra = 0,8 µm. Die Strahlenquelle wurde zum Polieren auf kurze Laserpulse von rund 10 ps bei Wiederholfrequenzen bis zu 8,2 MHz und einer mittleren Leistung von 50 W eingestellt.
Achtmal geringere Oberflächenrauheit schnell erreicht
Auf den geschliffenen Stahlabschnitten ließen sich damit bereits gute Ergebnisse erreichen, die Oberflächenrauheit wurde von einer Ausgangsrauheit von Ra = 0,8 auf 0,34 µm reduziert. An den gedrehten Oberflächen konnte die Rauheit sogar um auf ein Fünftel des Ausgangswerts von Ra = 1,2 auf 0,24 µm vermindert werden. Das beste Ergebnis wurde jedoch für die gefrästen Bereiche erzielt: Die bei dieser Bearbeitungsform sehr rauen Oberflächen mit Ra = 2 µm konnten mit Hilfe der ultrakurzen Pulse um den Faktor 8 auf eine Oberflächenrauheit von Ra = 0,24 µm geglättet werden.
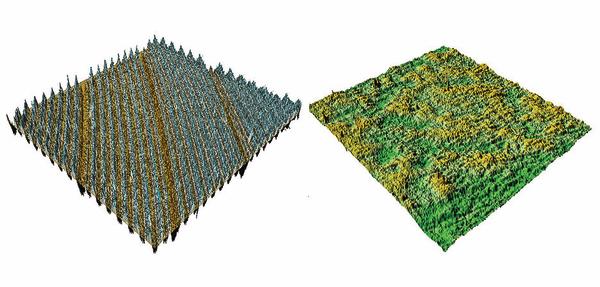
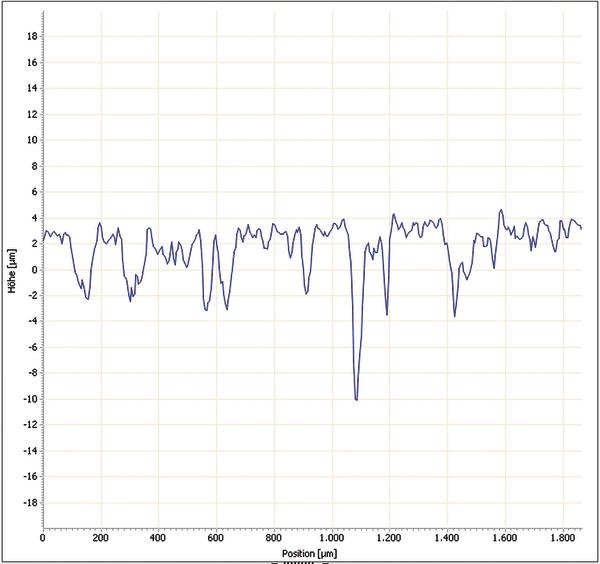
Zur genauen Messung und Evaluierung der Politurergebnisse kam ein konfokal chromatischer Sensor mit einer axialen Auflösung von wenigen Nanometern zum Einsatz, der mehrere Tausend Messungen pro Sekunde ermöglicht. Die damit angefertigte 3D-Aufnahme der Werkstoffprobe 1.2312 zeigte eine deutliche Verbesserung der Oberflächenrauheit. Die regelmäßige Schleifstrukturierung und deren Rauheitsspitzen wurden vollständig beseitigt. Auch die beim Werkstoff 1.4301 durch die mechanische Bearbeitung entstandenen Riefen waren nach der Laserpolitur weitgehend minimiert. Lediglich eine leichte Oberflächenwelligkeit stellte sich ein. Diese war für alle polierten Werkstoffe feststellbar und wurde in den gemessenen Rauheiten berücksichtigt. Generell verhielten sich die unterschiedlichen Stähle bei allen Tests nahezu identisch, die erreichbare Oberflächenrauheit mittels Laserpolitur mit ultrakurzen Pulsen ist demnach überwiegend von der Ausgangsrauheit der Bauteile abhängig. Die Varianz in der chemischen wie auch strukturellen Zusammensetzung der Metalle kann auf Grund der sehr kurzen Laserpulse unbeachtet bleiben.
Als positiver Nebeneffekt war an allen Proben eine Randschichtverdichtung feststellbar. Diese bewegte sich im Bereich von 5 bis 20 µm und entspricht der Umschmelztiefe beim Laserpolieren mit ultrakurzen Pulsen. Eine Versprödung, Mikrorisse oder ein Ablösen der bearbeiteten Randschicht waren dagegen trotz Ultraschallreinigung und mechanischer Einwirkung nicht messbar. Die Prozesszeiten für alle getesteten Werkstoffe lagen zwischen 6 und 10 cm²/min. Für einen höheren Durchsatz könnte die Polierrate noch mit der Laserleistung skaliert werden, so dass Politurgeschwindigkeiten von > 30 cm²/min erreichbar sind.
Wirtschaftliche und reproduzierbare Politur
Die Untersuchung belegt für ein sehr großes Gebiet der metallischen Werkstoffe von Vergütungsstahl über Werkzeugstahl bis hin zu den hochlegierten Stählen, dass diese mit einem UKP-Laser stabil polierbar sind. Die Oberflächenrauheiten konnten auf einen Bruchteil reduziert und dadurch auf das angestrebte Niveau für technische Oberflächen gebracht werden. Selbst Faktoren, die sich auf konventionelle Laserpolituren stark auswirken, wie beispielsweise die umgebende Atmosphäre oder die Temperierung der Oberfläche, hatten bei der Verwendung ultrakurzer Pulse keinen Einfluss auf das Polierergebnis. Gleichzeitig konnten Prozesszeiten erreicht werden, die die Möglichkeiten konventioneller Verfahren deutlich übertrafen. Zudem erlaubt die Laserpolitur eine selektive Bereichsauswahl auf den Bauteilen, wodurch sich die Taktzeiten auf Grund geringerer Fläche weiter verkürzen ließen.
Darüber hinaus sind die Polierergebnisse bei einer konventionellen Politur meist vom Bearbeiter abhängig. Demgegenüber liefert das Laserpolieren bedienerunabhängige und damit reproduzierbare Bearbeitungsergebnisse. GFH setzt das Verfahren beispielsweise bereits in ihren 5-achsigen Lasermikrobearbeitungsanlagen ein, wodurch selbst Freiformflächen wirtschaftlich und wiederholbar industriell poliert werden können.
GFH GmbH www.gfh-gmbh.com
Unsere Webinar-Empfehlung

Warum braucht es den digitalen Zwilling einer CNC Maschine in der Produktion? Was ist der digitale Zwilling einer CNC Maschine und wie entsteht er?
Teilen:




















{kind=link}