Der Bedarf an faserverstärkten Kunststoffen (FVK) steigt, doch rentable und auf die Anforderungen abgestimmte Fertigungssysteme existieren aktuell nicht. Im Forschungsprojekt Effective wird eine neuartige Universalmaschine für FVK entwickelt. Durch Einsatz einer optimierten Roboterkinematik und eines intelligenten Entstaubungssystems werden die Energie- und Anschaffungskosten um 25 Prozent gesenkt. Das automatisierte Einmessen von Bauteilen steigert zudem die Produktivität und die Bauteilqualität.
Faserverstärkte Kunststoffe (FVK), speziell kohlefaserverstärkte Kunststoffe (CFK), gelten als ein Hochleistungswerkstoff der Zukunft. Der steigende Bedarf in der Luft- und Raumfahrt sowie bei Konsumgütern zieht laut Composites-Marktbericht 2015 der Industrievereinigung Verstärkte Kunststoffe eine Verdopplung der produzierten Jahresmenge an FVK bis 2020 nach sich. Für die spanende Bearbeitung werden heutzutage konventionelle Werkzeugmaschinen aus der Metallbearbeitung eingesetzt. Diese sind serienmäßig nicht mit einer erforderlichen Entstaubungsanlage ausgestattet. Zudem erfolgt das Einmessen der Bauteile zumeist manuell. Ein weiterer Nachteil sind die durch eine für diese Bearbeitung zu hohe Steifigkeit und Genauigkeit resultierenden Maschinenkosten. Deutlich kostengünstiger sind Industrieroboter, die jedoch keine ausreichende Steifigkeit besitzen.
Rentable und auf die Anforderungen abgestimmte Fertigungssysteme für FVK-Werkstoffe existieren aktuell nicht. Daher wird im Forschungsprojekt Effective (Energieeffiziente, flexible und wirtschaftliche Fertigungssysteme für Faserverbundwerkstoffe) eine Universalbearbeitungsmaschine speziell für die spanende Bearbeitung von FVK erforscht und prototypisch umgesetzt. Durch die effiziente, flexible und auf die Anforderungen abgestimmte Universalmaschine werden die Produktionskosten signifikant reduziert und damit die Wirtschaftlichkeit gesteigert.
Das dreijährige Forschungsvorhaben wird durch das Bundesministerium für Bildung und Forschung (BMBF) gefördert. Das Konsortium bilden: Deckel Maho Pfronten GmbH als Konsortialführer, das Institut für Werkzeugmaschinen und Fertigungstechnik (IFW) der Leibniz Universität Hannover, Schaeffler Technologies AG & Co. KG, INA – Drives & Mechatronics AG & Co. KG (Idam), BCT Steuerungs- und DV-Systeme GmbH, Ringler GmbH und Invent GmbH.
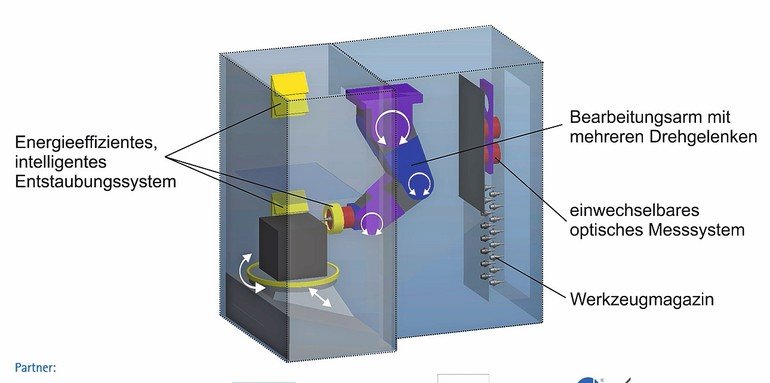
Im Projekt sollen die Vorteile von Werkzeugmaschinen mit denen klassischer Roboter kombiniert werden, sodass ein hybrides Fertigungssystem entsteht. Das Kernelement bildet ein Bearbeitungsarm mit mehreren Drehgelenken, der im Vergleich zu konventionellen Robotern eine signifikant höhere Steifigkeit am TCP (Tool Center Point) aufweist. Sensorische Leichtbaustrukturen ermöglichen des Weiteren innovative Kompensationsstrategien zur Steigerung der Präzision. Zusammen mit der intelligenten und bedarfsgerechten Entstaubung werden sowohl die Energiekosten als auch die Maschinenkosten, im Vergleich zu konventionellen Werkzeugmaschinen, um 25 Prozent reduziert. Abbildung 1 zeigt die Konzeptskizze des hybriden Fertigungssystems mit den einzelnen Teilsystemen.
Roboterähnlicher Bearbeitungsarm
Die Maschinenkinematik orientiert sich zur Kostenoptimierung an klassischen Industrierobotern. Untersuchungen an diesen zeigen, dass vor allem die Antriebe, die das große erforderliche Moment über hoch untersetzte Getriebe übertragen, die Steifigkeit negativ beeinflussen. Lange Hebelarme führen bereits bei geringen Winkelfehlern zu erheblichen Positionsabweichungen am TCP.
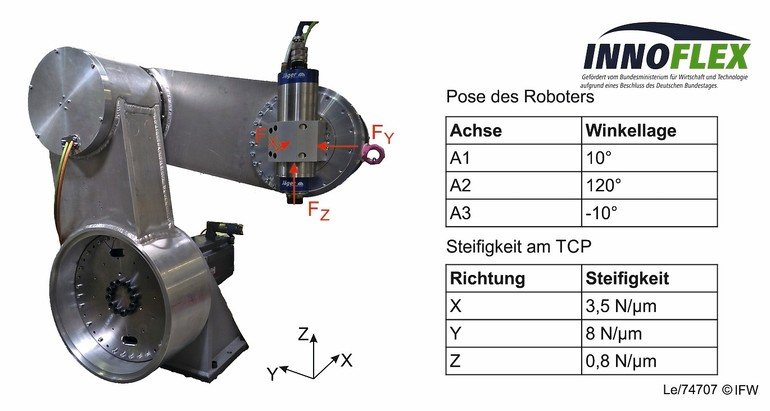
Im Rahmen des Forschungsprojektes Innoflex wurde am IFW ein erster Roboterprototyp für die Leichtzerspanung konstruiert und in Betrieb genommen (Abbildung 2). Er weist im nicht geregelten Betrieb eine im Vergleich zu konventionellen Robotern signifikant höhere Steifigkeit auf. Dies wurde vor allem durch größere und steifere Lager sowie neue Antriebskonzepte und neuartige Getriebe erreicht. Untersuchungen in der beispielhaft dargestellten Bearbeitungsposition zeigen bis zu achtmal höhere Steifigkeiten, als sie z. B. an einem konventionellen Industrieroboter Kuka KR 500 L360-2 gemessen wurden.
Die geringe Steifigkeit in Z-Richtung resultiert aus der geringen Torsionssteifigkeit des in der 2. Achse eingesetzten Harmonic Drive Getriebes. Diese Achse ist jedoch als hybrides Antriebskonzept aufgebaut, bei dem der Harmonic Drive Antrieb durch einen parallel eingebauten Torquemotor unterstützt wird. Im nächsten Schritt wird dieser eingesetzt, um die Steifigkeit durch Regelungsstrategien des Antriebsverbundes mit abtriebsseitigem Drehgeber zu optimieren. Dass hierdurch die Gesamtsteifigkeit im Prozess deutlich erhöht werden kann, haben Untersuchungen an diesem Antriebskonzept in einem vorherigen Roboterprototypen erfolgreich gezeigt.
Aufbauend auf diesen Arbeiten sollen im Projekt Effective die Antriebe wie auch die Lager und die Struktur hinsichtlich einer hohen Steifigkeit optimiert werden. Hierzu erprobt Schaeffler neue Lagerkonzepte, die über eine höhere Kippsteifigkeit, als die im Prototyp eingesetzten Lager, verfügen.
Für die angestrebte Energieeffizienz ist der Leichtbau von besonderer Bedeutung, da für die Bewegung und das Halten leichterer Roboterglieder weniger Antriebsleistung erforderlich ist. Durch den Partner Idam werden darüber hinaus die Massen der Direktantriebe, die in den Handachsen eingesetzt werden, reduziert.
Intelligentes Entstaubungssystem
Das Entstaubungssystem wird durch Ringler zusammen mit dem IFW entwickelt. Ziel ist eine energieeffiziente, intelligente Gestaltung und die Verhinderung von Staubnestern. Neben der Entstaubung des Arbeitsraums wird auch eine effizientere, werkzeugnahe Absaugung erforscht mit dem Ziel, eine möglichst geringe Einschränkung der Werkstückgeometrie bei maximaler Stauberfassung zu gewährleisten.
BCT schließlich entwickelt im Rahmen des Forschungsprojektes ein System zur optischen Bauteilmessung, wodurch der Rüstprozess beschleunigt, aber auch automatisiert werden soll. Abweichungen in Form und Aufspannlage der Bauteile werden durch Scannen der Bauteiloberflächen und anschließende, geometriebezogene, automatische NC-Code-Anpassung berücksichtigt. So können auch dünnwandige Bauteile oder Reparaturteile unbekannter Geometrie wirtschaftlich bearbeitet werden. ■
IFW der Leibniz Universität Hannover www.ifw.uni-hannover.de
Die Autoren
B. Denkena, D. Dahlmann, B.-H. Rahner, T. Lepper, Institut für Werkzeugmaschinen und Fertigungstechnik IFW der Leibniz Universität Hannover.
Unsere Webinar-Empfehlung

Einen Vorgeschmack auf die EMO liefert der Webcast "Innovative Zerspanungslösungen". Ausgewählte Branchenspezialisten wie Schwäbische Werkzeugmaschinen (SW) und DVS Technology Group zeigen, welche Innovationen entlang der Prozesskette spanender Fertigung sie auf der EMO präsentieren…
Teilen:




















{kind=link}